PapierWiki
Papier, Karton, Pappe
© bvdm, Vers.1.02, 14.04.08, Autor: Erwin Bachmaier
Zum Download des gesamten Textes als PDF
Seit der Erfindung vor etwa 2000 Jahren diente Papier über viele Jahrhunderte ausschließlich zum Beschreiben und Bedrucken, also zur Verbreitung von Wissen und Nachrichten. Auch heute wird noch knapp die Hälfte der Produktion für Zeitungen und Zeitschriften, Bücher, Werbung und Bürobedarf eingesetzt.
Seit dem 19. Jahrhundert haben sich aber der Anwendungsbereich und das Sortenangebot sehr vergrößert. In der Druckweiterverarbeitung sind spezielle Papiere für Vorsätze und Überzüge hinzugekommen. Ferner hat durch die steigende Buch- und Broschurenherstellung die Karton- und Pappenproduktion zugenommen. Auch die Verpackungsindustrie hat dazu stark beigetragen.
Papier, Karton und Pappe sind flächige Werkstoffe, die aus untereinander gleichen Grundstoffen und im Prinzip gleichen Fertigungsweisen hergestellt werden. Papier ist ein flächiger, im Wesentlichen aus mechanisch oder chemisch freigelegten Pflanzenfasern unter Zusatz von Hilfsstoffen, wie Füllstoffen, Farbstoffen und Leim bestehender Werkstoff, der durch Entwässerung auf einem Sieb gebildet wird.
Unterschieden werden sie hauptsächlich hinsichtlich der Masse je Flächeneinheit (Flächengewicht, g/m2 Gewicht).

Nach DIN 6730 beträgt bei Papier die Masse je Flächeneinheit (Flächengewicht) bis zu 225 g/m2; was darüber liegt, wird als Pappe bezeichnet. Die Bezeichnung Karton gibt es offiziell nicht. Dies entspricht den Empfehlungen der EU zur Vereinheitlichung der Beziehungen im Außenhandel.

Im deutschen Sprachgebrauch spricht man jedoch von Papier, wenn das Flächengewicht zwischen 7 und 150 g/m2, von Karton zwischen 250 und 500 g/m2 und von Pappe, wenn es über 600 g/m2 liegt. Die Bereiche 150 - 250 g/m2 und 500 - 600g/m2 sind begriffsunsicher, d. h., es kann die Bezeichnung Papier und Karton sowie Karton und Pappe verwendet werden. Meist wird jedoch die Stärke ausschlaggebend sein.
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere nach der Art der Herstellung
Nach der Art der Herstellung können die Papiere in die handgeschöpften Büttenpapiere und die maschinell gefertigten Massenpapiere unterteilt werden.
Handgeschöpfte Büttenpapiere: Echte handgeschöpfte Büttenpapiere werden heute nur noch in sehr wenigen Betrieben erzeugt. Die Herstellung geht weitgehend in der gleichen Weise vor sich wie in den alten Papiermühlen. Aus einer Bütte, in der sich der gereinigte und mit Wasser verdünnte Faserbrei befindet, werden mit einer Schöpfform, einem rechteckigen Holzrahmen, auf dem ein Metallsieb befestigt ist, die Bogen geschöpft. Nach dem Schöpfen werden die Bogen zwischen Filzen gepresst und zum Trocknen aufgehängt.
Handgeschöpfte Büttenpapiere werden weitgehend aus Hadern hergestellt. Die charakteristischen Merkmale sind:
- der fasrige, unregelmäßig verlaufende und nach außen dünner werdende Rand,
- keine Laufrichtung und daher Dehnung nach allen Seiten,
- in der Durchsicht deutliche Siebmarkierung erkennbar,
- keine geschlossene und ebene Oberfläche.
Handgeschöpfte Büttenpapiere finden nur noch im handwerklich-künstlerischen Bereich Verwendung, und zwar als:
- Vorsatzpapier,
- Überzugspapier,
- Papier für wertvolle Gästebücher und Chroniken,
- Urkunden und Dokumente.
Maschinell gefertigte Papiere: Abgesehen von der verschwindend kleinen Gruppe der handgeschöpften Büttenpapiere, werden die heutigen Papiere in großen Mengen auf hochmodernen, sehr schnell laufenden Papiermaschinen hergestellt. Maschinell gefertigte Papiere unterscheiden sich von handgeschöpften Papieren hauptsächlich darin, dass sie
- eine Laufrichtung haben,
- die Ränder glatt sind,
- die Oberfläche glatter und gleichmäßiger ist.
Die Vielzahl der Papierarten, die heute produziert werden, sind fast unüberschaubar.
Es wird versucht, sie nach folgenden Gesichtspunkten zu unterteilen: Stoffzusammensetzung, Oberflächenbeschaffenheit, Verwendungszweck in der Druckweiterverarbeitung
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere nach der Faserstoffzusammensetzung
Abgesehen von einer noch kleinen Prozentzahl an synthetischen Fasern sind die heutigen Papierfaserstoffe fast ausschließlich pflanzlicher Herkunft. Neben Stroh und einigen Gräsern bildet das Holz die wichtigste Rohstoffquelle. Am besten ist Nadelholz zur Faserstoffgewinnung geeignet. Die Zerlegung in die einzelnen Fasern, auch Aufschluss genannt, erfolgt entweder mechanisch oder chemisch.
Holzstoff ist der Oberbegriff für die verschiedenen Arten der weitgehend durch mechanische Mittel hergestellten Faserhalbstoffe aus Holz. Er wird untergliedert in die rein mechanischen Holzstoffe: Holzschliff, Braunschliff und Refiner-Holzstoff sowie die Holzstoffe mit thermischer und/oder chemischer Vorbehandlung: thermischer Refiner- Holzstoff, chemisch thermischer Refiner-Holzstoff.
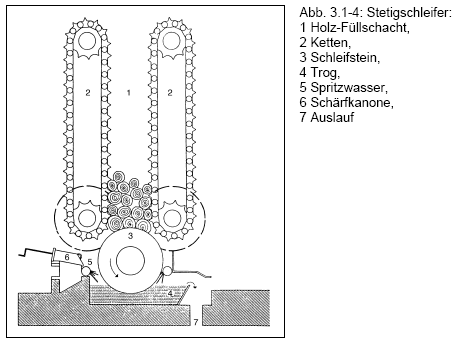
Holzschliff (Weißschliff) wird auf rein mechanischem Wege durch Schleifen von Nadelhölzern, meist Fichte, hergestellt. Dabei wird das Holz bis zu einer Feinheit zerlegt, die der Größenordnung der Zellulosefasern nahe kommt.
Die entrindeten und auf etwa ein Meter Länge geschnittenen Stämme werden unter Zusatz von Wasser an schnell rotierende Schleifsteine gepresst. Daher oft auch als Steinschliff bezeichnet. Die raue Steinoberfläche reißt aus dem Holz sowohl unversehrte Fasern von 1 bis 4 mm Länge als auch Faserbruchstücke und feinste Faserpartikel heraus.
Holzschliff ist ein billiger Faserstoff, der neben den Zellulosefasern noch alle nichtfasrigen Bestandteile des Holzes, wie z. B. Lignin und Harz, enthält. Er ist kurzfasrig, spröde, hart und trotz Bleichung etwas gelblich.
Beim Braunschliffverfahren wird das entrindete Schleifholz mehrere Stunden unter Druck gedämpft. Dadurch wird der Holzfaserverband gelockert und beim Schleifen ein langer, röscher Stoff gewonnen bei allerdings starker und nicht bleichbarer Bräunung.
Das Verwendungsgebiet dieses Stoffes ist dadurch wesentlich eingeschränkt und beschränkt sich auf Packpapiere, Kartons und Pappen (Lederpappe).

Beim Refiner-Holzstoff wird das Holz in Refinern zerfasert. Der Refiner besteht im Wesentlichen aus zwei Mahlscheiben, die aus profilbestückten Segmenten bestehen.
Von diesen steht meist eine fest, während die andere parallel dazu schnell rotiert. Die Scheiben sind in der Form ausgebildet, dass der Mahlspalt gegen den Umfang zu immer enger wird. Im Zentrum ergibt sich dadurch eine Aufbrechzone, die dann in die Mahlzone übergeht.
Im Gegensatz zum Steinschliff muss das Holz vor dem Zerfasern in kleine Holzstückchen, den sogenannten Hackschnitzeln, zerkleinert werden. Diese Hackschnitzel werden kontinuierlich im Zentrum zwischen die Mahlscheiben eingespeist, in der Aufbrechzone zerkleinert und durch Zentrifugalkräfte in die Mahlzone getrieben. Durch eine kombinierte Kompressions- und Wälzwirkung entsteht eine Reibungswärme, die zur Erweichung des Lignins führt und die Zerfaserung ermöglicht.
Die Vorteile dieses Verfahrens liegen darin, dass man Industrierestholz, Sägewerksabfälle und sogar grobes Sägemehl aufarbeiten kann. Ferner erhält man einen langfasrigeren Holzstoff mit hohen Festigkeitseigenschaften. Der Splittergehalt dagegen sinkt ab. Die internationale Bezeichnung dieses Verfahrens lautet Refiner-Mechanical- Pulp oder abgekürzt RMP.
Der Unterschied vom thermo-mechanischen Holzstoff (TMP) zum Refiner-Holzstoff besteht in der thermischen Vorbehandlung der Hackschnitzel, ansonsten sind die Prozesse weitgehend identisch.
Die Hackschnitzel werden in einem Vorwärmer mittels Dampf imprägniert, zwischen die Mahlscheiben eingeführt und zerlegt. Die Dämpfzeit beträgt ca. 1 - 3 Minuten bei 110 - 130 °C und ca. 1 - 2 bar Überdruck.
Die thermische Vorbehandlung ermöglicht eine sehr schonende Zerfaserung, wobei man einen qualitativ sehr hochwertigen Holzstoff erhält, der sich durch viele gut erhaltene, lange, geschmeidige Holzfasern auszeichnet und kaum Splitter enthält. Der größere Anteil an unversehrten Fasern ist für einige Festigkeitseigenschaften von großem Vorteil. Die internationale Bezeichnung dieses Verfahrens lautet Thermo- Mechanical-Pulp oder abgekürzt TMP.
Beim chemisch-thermomechanischen Holzstoff (CTMP) werden im Unterschied zum TMP-Verfahren die Hackschnitzel nicht nur mit Dampf, sondern auch mit Chemikalien, meist Sulfiten und Bisulfiten, imprägniert. Dadurch bewirkt man ein Anlösen der Harze und des Lignins im Holz, wodurch beim anschließenden Zerfasern die eigentliche Zellulosefaser teilweise ganz aus ihrem Verband gelöst werden kann. Diese Art der Holzstofffaser bleibt verhältnismäßig lang und geschmeidig und stellt schon beinahe einen Übergang zum wertvolleren Zellstoff dar. Die internationale Bezeichnung dieses Verfahrens lautet Chemical-Thermo-Mechanical-Pulp oder abgekürzt CTMP.
Papiere, wie auch Kartons mit Holzstoffzusätzen, werden als holzhaltig (hin) bezeichnet.
Die Höhe des Holzstoffzusatzes kann sich positiv wie negativ auf die Qualität des Papieres auswirken.
Positive Auswirkungen sind:
- Herabsetzung des Flächengewichtes,
- Erhöhung der Kapazität (Undurchsichtigkeit),
- Erhöhung der Biegesteifigkeit besonders bei Karton.
Negative Auswirkungen sind:
- Verringerung der Festigkeit,
- Vergilbung und Brüchigwerden bei Lichteinwirkung,
- Verminderung der Spaltfestigkeit bei mehrlagigem Karton,
- vermehrter Staubanfall bei der Verarbeitung (schneiden, falzen).
Zellstoff erhält man durch chemischen Aufschluss des Holzes. Bei diesem Verfahren wird das zu Hackschnitzeln zerkleinerte Holz in Säuren oder Laugen bei hohem Dampfdruck gekocht. Diese Flüssigkeiten haben die Fähigkeit, diejenigen Stoffe aus dem Holz herauszulösen, die im Papier nachteilig sind. Es sind dies vor allem die nichtfasrigen Bestandteile wie Lignin und Harze, die auch Inkrusten genannt werden.
Man erhält eine weitgehend unzerstörte Zellstofffaser, deren Festigkeit erhalten blieb.
Papiere, wie auch Kartons, die nur aus Zellstoff hergestellt sind, werden als holzfrei (h'fr) bezeichnet. Sie sind sehr fest, zäh, elastisch und geschmeidig. Unter Lichteinwirkung vergilben sie kaum oder gar nicht.
Hadernstoffe sind pflanzliche Faserstoffe, die aus textilen Abfällen von Baumwolle, Leinen, Hanf und Flachs gewonnen werden. Es sind lange, geschmeidige und unverholzte Fasern von hoher Festigkeit.
Hadernstoffe sind die ältesten und edelsten Halbstoffe für die Papiererzeugung. Sie wurden bereits bei der mittelalterlichen Papierherstellung eingesetzt und dienen heute noch zur Herstellung hochwertiger Papiere von großer Zähigkeit, Falz- und Knitterfestigkeit (z. B. Banknoten- und Dokumentenpapiere).
Synthetische Fasern sind Kunststoffe, die aus Großmolekülen aufgebaut sind. Ihre Faserform erhalten sie durch Spinn- oder Spritzprozesse.
Synthetische Fasern haben eine sehr hohe Festigkeit, nehmen kein Wasser auf und verrotten nicht. Da sie nicht wie pflanzliche Fasern wiederum aus feinsten Einzelfäserchen bestehen, verfilzen sie kaum miteinander, sondern müssen bei der Blattbildung untereinander verklebt werden.
Faserstoffe aus Altpapier: Es handelt sich hier um keinen neuen Faserstoff, sondern um Fasern, die man durch die Zerlegung von Papierabfällen oder gebrauchtem Papier gewinnt (sekundärer Faserstoff). Über 40 % der gesamten Faserstoffmenge werden heute schon aus Altpapier gewonnen. Die Qualität des Faserstoffes aus Altpapier hängt entscheidend vom vorangegangenen Verwendungszweck des Papieres ab.
Verschmutzungsgrad, Holzhaltigkeit und Farbe spielen eine große Rolle. Überwiegend wird dieser Faserstoff zur Herstellung von Umweltpapier, Packpapier, Karton und Pappe eingesetzt.
Papierarten: Nach der Art, der Menge und dem Mischungsverhältnis der angesprochenen Faserstoffe werden die Papiere in folgende Gruppen unterteilt:
- Hadernpapiere: Zu ihrer Herstellung wird nur Hadernhalbstoff verwendet.
Beispiele: handgeschöpfte Büttenpapiere, Banknoten- und Dokumentenpapiere.
- Hadernhaltige Papiere: Es sind holzfreie Papiere mit einer Beimischung von mindestens 10 % Hadernhalbstoff. Hauptanteil ist Zellstoff.
Beispiele: hochwertige Schreib- und Zeichenpapiere, Dünn- und Bibeldruckpapiere.
- Holzfreie Papiere werden ausschließlich aus reinem Zellstoff hergestellt, dürfen jedoch bis 5 % verholzte Fasern enthalten.
Beispiele: gute Schreib- und Druckpapiere, Vorsatzpapiere, viele Überzugspapiere.
- Holzhaltige Papiere bestehen zu 10 bis 90 % (z. B. bei Zeitungsdruckpapier) aus Holzstoff, der Rest ist Zellstoff oder Altpapier. Sie bilden den mengenmäßig größten Anteil der verbrauchten Papiere.
Nach dem Holzstoffgehalt werden sie unterteilt in:
- fast holzfreie Papiere,
- leicht holzhaltige Papiere, mittelfeine Papiere (Holzstoffanteil 30 - 50 %)
- stark holzhaltige Papiere (Holzstoffgehalt bis zu 90 %).
Beispiele: billige Schreibpapiere, Druckpapiere für Massendrucksachen, Zeitschriften- und Zeitungsdruckpapier.
- Synthetische Papiere: Sie bestehen entweder ganz aus Kunststofffasern oder enthalten eine Beimischung von Zellstoff. Ihre mechanische Festigkeit ist sehr hoch, d. h., sie sind kratz- und scheuerfest, sehr reißfest und lassen sich oft falzen, ohne zu brechen (hohe Falzfestigkeit). Viele Sorten sind sogar wasserfest und können mit den gebräuchlichen Klebstoffen der Buchbinderei nicht mehr verklebt werden.
Verwendungsbeispiele: Ausweise, Führerscheine, langlebige Gebrauchsanweisungen, wasserfeste Landkarten u. ä.
Einfluss der Stoffmahlung und der Zusatzstoffe auf die Papiereigenschaften
Unter Stoffmahlung versteht man eine mechanische Bearbeitung der Faser. Dabei werden die in Wasser aufgeschwemmten Fasern zwischen rotierenden Messern entweder geschnitten oder gequetscht. Mahlgeräte sind der veraltete, diskontinuierlich arbeitende Holländer und der moderne, kontinuierlich arbeitende Scheiben- oder Kegelrefiner (Kegelstoffmühle). Die Aufgabe der Mahlung besteht darin, bestimmte Papiereigenschaften zu entwickeln.
Bei der schneidenden Mahlung (rösche Mahlung) werden die Fasern senkrecht zu ihrer Längsachse abgeschnitten. Die Faserhohlräume bleiben erhalten, nur die Faserlänge wird gekürzt.
Rösch gemahlener Faserstoff entwässert leichter auf der Papiermaschine und ergibt ein voluminöses, weiches, saugfähiges und opakes (undurchsichtiges) Papier von geringerer Festigkeit. Beispiele für Papiere mit rösch gemahlenem Faserstoff sind Werkdruckpapiere, Löschpapiere, Hygienepapiere.
Bei der quetschenden Mahlung (schmierige Mahlung) werden die Fasern in ihrer Längsachse aufgerissen und in ihre Fibrillen (feinste Einzelfäserchen) aufgespalten.
Die Faserhohlräume gehen verloren, die Oberfläche wird vergrößert, die Faserlänge bleibt erhalten.
Bei der Blattbildung lagern sich die Fasern enger, das gegenseitige Verfilzen wird begünstigt. Dies ergibt ein sehr dichtes, wenig saugfähiges Papier mit hoher Transparenz und sehr guten Festigkeitseigenschaften. Beispiele für Papiere mit sehr schmierig gemahlenem Faserstoff sind Pergamentersatzpapier, Transparentpapier, Pergaminpapier.
Die meisten Papierarten der Buchbinderei liegen in der Mahlung zwischen den beschriebenen Extremen der röschen und stark schmierigen Mahlung.
Hilfsstoffe sind nichtfasrige Zusatzstoffe zum Papier.
Hierzu gehören:
- Füllstoffe,
- Leimstoffe,
- Farbstoffe sowie
- spezielle Hilfsstoffe.
Sie verleihen dem Papier spezielle Eigenschaften die durch Faserstoffe allein nicht erreichbar sind.
Unter Füllstoffen versteht man weiße, wasserunlösliche Verbindungen (Pigmente) von kleinster Teilchengröße. Sie dienen dazu, die winzigen Zwischenräume zwischen den verfilzten Fasern auszufüllen.
Als Füllstoffe werden in der Regel Mineralstoffe, wie z. B. Kaolin, Talkum, Kreide, Gips, eingesetzt. Der Gehalt kann bis zu 30 % betragen.
Füllstoffzusätze haben positive und negative Einflüsse auf die Papierqualität.
Vorwiegend bei grafischen Papieren können dies sein:
Positive Einflüsse:
- Verbesserung der Oberflächenglätte und Steigerung der Glätte beim Satinieren (Glätten),
- Erhöhung der Opazität (Undurchsichtigkeit),
- Erhöhung des Weißgrades,
- Verbesserung der Weichheit,
- Verbesserung der Druckfarbenaufnahme Verbesserung der Planlage,
- Ersatz von teuren Faserstoffen, was die Papier- und Kartonerzeugung verbilligt.
Negative Einflüsse:
- Abnahme der Festigkeit und Dehnbarkeit, was zur Verringerung der Rillfähigkeit von Karton führen kann,
- Neigung zur Staubbildung,
- Verkürzung der Standzeiten bei Schneidmessern,
- Erhöhung des Papiergewichtes,
- Zunahme der Zweiseitigkeit von Papier und Karton.
Leimstoffe sind Naturharze, Kunstharze und Stärke, die der Papiermasse zugegeben werden, um die Saugfähigkeit herabzusetzen. Hohe Saugfähigkeit, wie es bei ungeleimten Papieren der Fall ist, führt beim Beschreiben zum Auslaufen der Tinte und zu raschem Wegschlagen (Einziehen) des aufgetragenen Klebstoffes. Bei Kaschierarbeiten hätte dies zur Folge, dass der Klebstoff nicht an der Oberfläche stehen bleibt, sondern sehr schnell ins Papier eindringt und es durchweicht. Dies würde zur Minderung der Papierfestigkeit und zu starker Papierdehnung führen, also Verarbeitungsschwierigkeiten bereiten.
Schreibpapiere müssen vollgeleimte Papiere sein, damit sie mit Tinte beschrieben werden können und diese nicht verläuft. Vorsatzpapiere haben einen etwas niedrigeren Leimungsgrad, da eine gewisse Restsaugfähigkeit bleiben muss, um den aufgebrachten Klebstofffilm im Papier gut zu verankern. Löschpapier ist natürlich nicht geleimt.
Werden die Leimstoffe direkt dem Papierbrei zugeführt, spricht man von Leimung im Stoff (Stoffleimung oder Masseleimung). Werden dagegen die Leimstoffe erst in der Papiermaschine auf die Papierbahn gebracht, spricht man von Oberflächenleimung.
Farbstoffe werden dem Papierbrei beigefügt, um das Papier zu färben und besondere Farbeffekte bei den Bunt- und Ausstattungspapieren zu erzielen. Auch weiße Papiere werden oft bläulich getönt, um den leichten Gelbstich vieler Faserstoffe zu überdecken und dadurch den Weißgrad zu erhöhen.
Wie bei der Leimung, so können auch die Farbstoffe entweder dem Papierbrei zugegeben werden, man spricht dann von Stofffärbung, oder auf die fertige Papierbahn aufgebracht werden, was als Oberflächenfärbung bezeichnet wird. Schneidet oder reißt man Papier oder Karton durch, so scheint bei der Oberflächenfärbung der weiße Papiergrund durch. Vorsatz- und Überzugspapiere sollten daher immer im Stoff gefärbt sein, um Scheuerstellen nicht noch stärker in Erscheinung treten zu lassen.
Besonders bei farbigen Überzugs- und Vorsatzpapieren werden spezielle Echtheitseigenschaften der Farbstoffe gefordert. Sie müssen lichtecht, wasserfest, säure- und laugenecht und scheuerfest sein.
Spezielle Hilfsstoffe können optische Aufheller sein. Sie verwandeln unsichtbare Ultraviolettstrahlung in sichtbares blaues Licht, wodurch das Papier heller und weißer erscheint. Andere Hilfsstoffe können die Aufgabe haben, Papier flammsicher zu machen oder es vor Insekten- oder Pilzbefall zu schützen.
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere nach ihrer Oberflächenbeschaffenheit
Viele Papiere werden nicht so weiterverarbeitet, wie sie aus der Papiermaschine kommen, sondern erhalten eine Oberflächenveredelung. Man unterscheidet folgende große Gruppen:
- maschinenglatte Papiere,
- satinierte Papiere,
- geprägte Papiere,
- gestrichene Papiere,
- beschichtete Papiere.
Maschinenglatte Papiere: Papiere, so wie sie aus der Papiermaschine kommen, werden als maschinenglatt bezeichnet. Sie besitzen eine noch weitgehend raue Oberfläche.
Die Ober- und Unterseite (Filz- und Siebseite) sind teilweise noch gut zu erkennen.
Diese Papiere werden auch als „Naturpapiere" bezeichnet.
Für viele Druckerzeugnisse, besonders für den Druck von Bildern und Halbtönen, ist diese Oberfläche unbrauchbar. Es muss eine Nachbehandlung oder Veredelung der Oberfläche vorgenommen werden.
Satinierte Papiere: Durch das Satinieren erhalten maschinenglatte Papiere eine geschlossene, glatte Oberfläche. Dieser Arbeitsvorgang erfolgt im Kalander. Kalander stellen ein bis zu 10 Meter hohes Walzenwerk dar, das aus 14 oder mehr übereinander angeordneten Walzen besteht. Dabei wechseln immer Walzen mit glatter, harter Stahloberfläche mit Walzen weicherer Oberfläche aus einem Papierbelag ab. Das ungeglättete, durch Dampf oder Besprühen auf optimaler Bearbeitungsfeuchte gehaltene Papier durchläuft schlangenförmig das unter hohem Druck stehende Walzensystem.
Durch diesen Bügeleffekt wird die Papierbahn glatt, glänzend und dichter.
Geprägte Papiere: Als Überzugsmaterial werden Papiere und Kartons zum Teil mit einer Struktur versehen. Die Oberfläche erhält ihr Aussehen mittels Prägekalander, der eine gravierte Stahlwalze enthält. So entstehen Papiere, die gerippt, genarbt, geadert oder gehämmert sind.
Gestrichene Papiere: Für anspruchsvolle und hochwertige Druckerzeugnisse (Bildwiedergaben) benötigt man sehr geschlossene und glatte Oberflächen. Da dies durch das Satinieren nicht optimal zu erreichen ist, wird den entsprechenden Papieren oder Kartons in Streichmaschinen eine Streichmasse aus Pigmenten (z. B. Kaolin, Kreide, Satinweiß), Bindemitteln (Kunststoff-Dispersionen, Stärke oder Kasein) und Streichhilfsmitteln aufgebracht, gleichmäßig verteilt, getrocknet und adressiert. Je nach Zusammensetzung der Streichmasse, des angewandten Streichverfahrens und der Stärke des Satinierens erhalten wir glänzende oder matte Oberflächen.
Wird die Streichmasse nur auf einer Seite aufgebracht, spricht man von einseitig gestrichenen Papieren oder Chromopapieren.
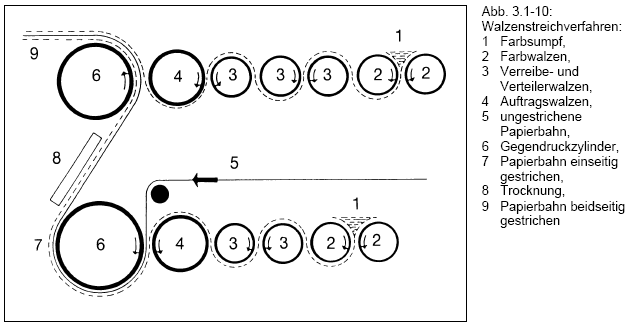
Es gibt verschiedene Streichverfahren. Abb. 3.1-10 zeigt eine Walzenstreichanlage.
Beim Klebebinden spielt die Auftragsmenge des Papierstriches eine wesentliche Rolle.
Die Verklebbarkeit gestrichener Papier wird aber auch vom Faseranteil im Papier, der Rezeptur, der Verdichtung des Papiergefüges und den Glättewerten beeinflusst.
Thermoplastische Substanzen im Strichauftrag können durch den Fräsprozess im Klebebinder eine Versiegelung der Blattkanten bewirken, womit die Adhäsionsbildung stark gemindert wird. Deshalb müssen bei der Rückenbearbeitung die vorgeschriebenen Kerbtiefen sowie die entsprechenden Kerbabstände eingehalten werden.
Beschichtete Papiere: Eine weitere Form der Veredelung oder Oberflächenart ist das Beschichten, z. B. mit Kunststoffen oder Lacken, um das Papier oder den Karton wisch- und wasserfest oder sogar aromadicht zu machen.
Als Veredelung gilt außerdem das Kaschieren, z. B. das Zusammenfügen von Papier und Karton, Papier/Papier/Kunststoff- bzw. Metallfolien mit Papier, Karton oder Pappe.
- Zum Verfassen von Kommentaren bitte anmelden.
Lieferformen von Papier
Rollenpapier: Auf Rollenschneidmaschinen wird die Papierbahn von der papiermaschinenbreiten Rolle (in der Fachsprache Tambour genannt) auf die vom Kunden gewünschte Rollenbreite geschnitten, auf Hülsen aufgeteilt und verpackt.
Formatpapier: Papier, das die Papierfabrik in Form von Bogen verlässt, heißt Formatpapier. Dazu müssen die aus dem Tambour geschnittenen kleineren Rollen noch in Querschneidern zu Bogen geschnitten werden. Sortierquerschneider erlauben neben dem Formatschneiden auch eine automatische Fehlererkennung der einlaufenden Bahn, beispielsweise auf Löcher, Verdickungen und Farbabweichungen. Fehlerhafte Bogen werden von der Maschine als Ausschuss ausgesondert. An Sortierschneidern können wegen der Kontrollfunktion nur eine oder zwei Bahnen geschnitten werden; an normalen Querschneidern wird mit einem Schnittgewicht von 500 bis 600 g gearbeitet, d. h., bei einem Flächengewicht von 100 g/m2 werden fünf oder sechs Rollen gleichzeitig geschnitten. Das abgezählte Papier wird in Paketen von 100, 250 oder 500 Bogen je Ries auf Paletten, in Ballen oder Schachteln verpackt.
Formatpapier und Laufrichtung: Bei maschinell hergestellten Papieren richten sich die Fasern auf dem Sieb der Papiermaschine vorwiegend parallel zur Laufrichtung der Papierbahn aus. Die Kenntnis der Laufrichtung ist von großer Wichtigkeit, da Papier in der Laufrichtung eine höhere Festigkeit aufweist und sich bei Feuchtigkeitsaufnahme weniger dehnt als in der Querrichtung. Für die Weiterverarbeitung spielt die Wahl der Laufrichtung eine entscheidende Rolle.
Bei der Buch- und Broschurenherstellung muss der zu leimende Rücken in der Laufrichtung liegen, da die Feuchtdehnung in der Längsrichtung am geringsten ist. Auch bei Vorsatz- und Überzugspapieren soll die Laufrichtung parallel zum Rücken sein.
Die Kenntnis der Laufrichtung ist auch wichtig für alle Falzarbeiten. Am besten und saubersten lässt sich Papier in Laufrichtung falzen.
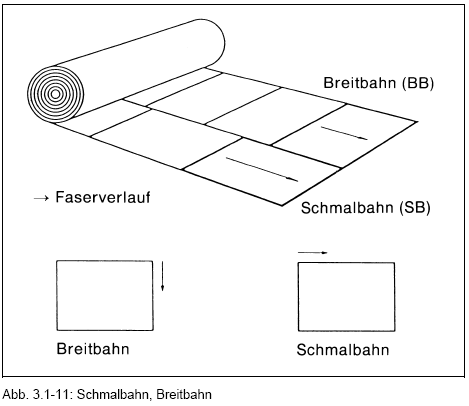
Je nachdem, wie Bogen aus der Papierbahn herausgeschnitten werden, liegen die Fasern parallel zur längeren oder kürzeren Bogenseite. Um die Laufrichtung eines Papierbogens zu kennzeichnen, bedient man sich der Ausdrücke „Schmalbahn" und „Breitbahn". Normalerweise ist auf den Papierpackungen die Laufrichtung mit einem Pfeil bezeichnet.
Die Kennzeichnung der Laufrichtung bei Bogenpapier kann geschehen durch
- die Bezeichnung „Schmalbahn" und „Breitbahn",
- Unterstreichen einer Zahl bei der Formatangabe,
- einen Pfeil auf der Verpackung,
- ein großes M bei der Formatangabe,
- die Buchstaben S oder B oder SB bzw. BB besonders bei DIN-Formaten (siehe auch Abschnitt 4.1 Werkstoffprüfung).
Beispiel 1: Schmalbahn
61 x 86 cm SB (Laufrichtung des Bogens: 86 cm)
61 x 86 cm (Dehnrichtung des Bogens: 61 cm)
61 x 86 M (Maschinenrichtung = Stofflauf: 86 cm)
Beispiel 2: Breitbahn
61 x 86 cm BB (Laufrichtung des Bogens: 61 cm)
86 x 61 cm (Dehnrichtung des Bogens: 86 cm)
61 M x 86 (Maschinenrichtung = Stofflauf; 61 cm)
- Zum Verfassen von Kommentaren bitte anmelden.
DIN-Formate
Neben einigen Sonderformaten für Vorsatz- und Überzugspapiere wird heute Schreib- und Druckpapier hauptsächlich in DIN-Formaten in den Handel gebracht. Die DIN-Formate wurden 1922 vom Normenausschuss der deutschen Industrie in Zusammenarbeit mit dem Normenausschuss für das grafische Gewerbe geschaffen.
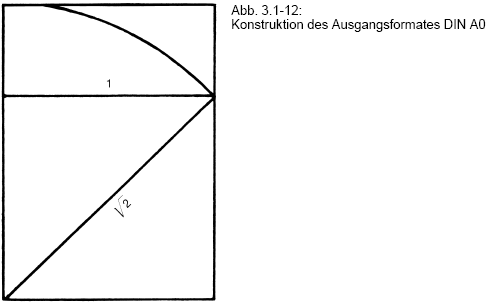
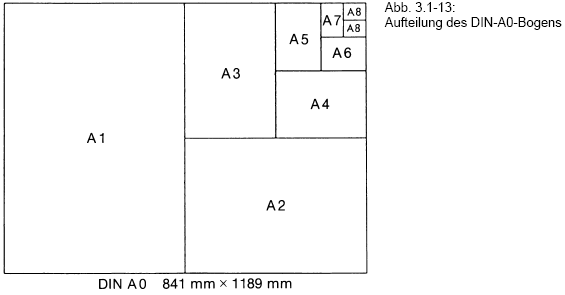
Das Urformat, der Normbogen, hat einen Flächeninhalt von 1 m2. Er ist ein Rechteck, dessen Seiten sich verhalten wie die Seiten eines Quadrates zu seiner Diagonalen.
Demzufolge ist das Seitenverhältnis 1 : √2 oder 1 : 1,414 oder 10 : 14 oder 5 : 7. Für den Normbogen mit einem m2 Flächeninhalt ergeben sich so die Seitenmaße 841 mm x 1.189 mm.
Aus diesem Normbogen erhält man alle kleineren Formate durch fortgesetztes Halbieren der längeren Seite. Die dabei auftretenden halben Millimeter werden weggelassen.
Das Seitenverhältnis 1 : √2 - bleibt stets erhalten, die Formate sind somit alle einander ähnlich.
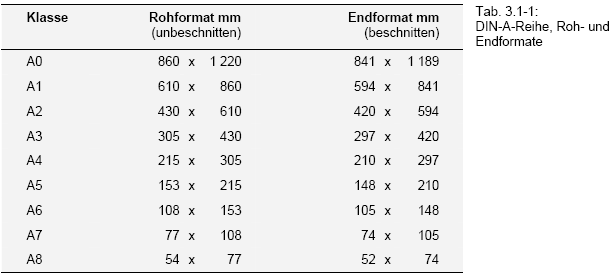
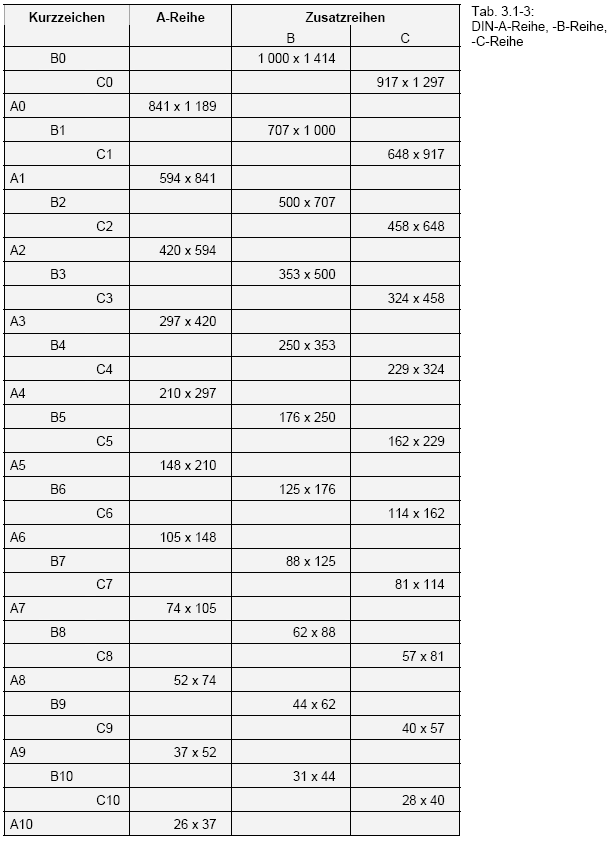
DIN-A-Formatreihe: Die Haupt- und Vorzugsreihe ist die A-Reihe. Sie wird in erster Linie für unabhängige Papiergrößen und Endprodukte verwendet, wie z. B. Briefbogen, Formulare, Postkarten, Prospekte, Zeichnungen, Zeitschriften usw.
Um beim Druck Platz für die Greifer, Passzeichen und den Beschnitt zu haben, wurden den Formaten der DIN-Reihe Rohformate zugeordnet. Das Ausgangsformat für die Rohformate der DIN-A-Reihe ist das Format 860 mm x 1 220 mm. Auch hier erhält man die weiteren Formate durch Halbieren der längeren Seite. Die auftretenden halben Millimeter werden zum nächst höheren ganzen Millimeter aufgerundet. Die Rohformate der DIN-A-Reihe sind flächenmäßig 5 % größer als die entsprechenden Endformate.
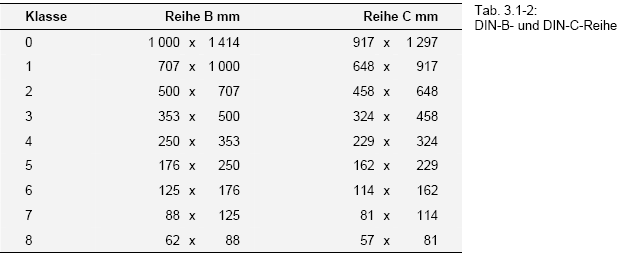
Zusatzreihen DIN-B und -C: Für bestimmte Anwendungsbereiche gibt es Zwischenformate, die als DIN-B- und DIN-C-Reihe erscheinen. Sie werden bei Erzeugnissen angewendet, die zur Unterbringung von Erzeugnissen in Formaten der A-Reihe bestimmt sind, z. B. Aktendeckel, Umschläge, Ordner, Mappen usw. Die C-Reihe ist speziell für Briefhüllen.
Die B-Reihe entsteht aus dem geometrischen Mittel der A-Reihe. Ausgangsformat der B-Reihe ist DIN B0 mit dem Format 1 000 mm x 1 414 mm. Die weiteren Formate ergeben sich ebenfalls durch Halbieren der längeren Seite. Das Format DIN B1 liegt nun zwischen dem Format DIN A0 und DIN A1.
Die Formate der DIN-C-Reihe sind so festgelegt, dass sie das geometrische Mittel zwischen den Formaten der B-Reihe und denen der A-Reihe darstellen. Ausgangsformat der C-Reihe ist DIN C0 mit dem Format 917 mm x 1 297 mm.
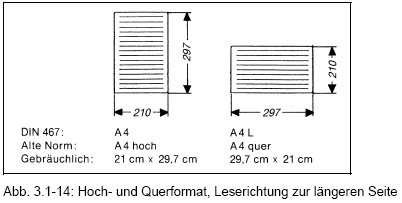
Hoch- und Querformat: Um zu kennzeichnen, ob es sich beim Endprodukt um ein Hoch- oder Querformat handelt, sind die in Abb. 3.1-13 dargestellten Bezeichnungen im Gebrauch.
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere der Druckweiterverarbeitung
Büttenpapiere können unterteilt werden in Handbütten und Maschinenbüttenpapiere.
Handbüttenpapiere: (siehe Abschnitt 3.1.1.1).
Maschinenbütten sind auf der Rundsiebmaschine hergestellte Büttenpapiere. Auf der Oberfläche des Siebzylinders werden rechteckige Begrenzungen aus Draht oder Gummistreifen aufgebracht, die in ihre Größe dem Format der späteren Bogen entsprechen. An diesen Stellen wird bei der Blattbildung eine Faserstoffverdünnung erzielt. Es entstehen Einzelbogen, die leicht ausgefaserte, unregelmäßig verlaufende Ränder haben. Im Gegensatz zu den Handbüttenpapieren haben sie jedoch eine Laufrichtung. In Qualität und Aussehen unterscheiden sich Maschinenbüttenpapiere kaum von den Handbüttenpapieren.
Verwendet werden Maschinenbüttenpapiere hauptsächlich als Vorsatz- und Überzugspapier.
Die bekanntesten Arten sind Ingres- und Bugra-Bütten.
Imitierte Büttenpapiere werden auf der Langsiebmaschine hergestellt. Sie haben die Struktur von Büttenpapieren und sind meist egoutteur-gerippt, d. h., die Struktur des Siebes wird wie ein Wasserzeichen durch einen Egoutteur aufgebracht. Die Ränder verjüngen sich nicht durch Stoffverdünnung, sondern sind glatt geschnitten.
Imitierte Büttenpapiere gibt es in den verschiedensten Farbschattierungen. Auch sie werden hauptsächlich als Vorsatz- und Überzugspapier verwendet.
Büttenkartons: Büttenpapiere mit höherem Flächengewicht und größerer Dicke werden als Büttenkarton bezeichnet. Sie werden verwendet für gute Akzidenzdrucksachen, Urkunden und als Umschläge für wertvolle Broschuren.
Japanpapiere werden die aus Japan kommenden handgeschöpften Papiere genannt.
Die Herstellung erfolgt aus hochwertigen pflanzlichen Faserstoffen, wie z. B. dem Bast des Kozu, Mitsumata, Gampi.
Japanpapier ist ungeleimt, langfasrig und von hoher Festigkeit. Neben weißen und gelblichen gibt es gefärbte, mehrfarbig bedruckte und gemusterte Japanpapiere. Es gibt sie in den verschiedensten Stärken, Strukturen und Formaten, von hauchdünnen Seidenpapieren bis zu kräftigen Kartons.
Japanpapiere werden verwendet als Vorsatz- und Oberzugspapier, zur Verstärkung der Vorsätze und Bogen im Falz und zum Restaurieren. Bei der Verarbeitung sollte nur Kleister verwendet werden, da er farblos und ohne Rückstände auftrocknet.
Andere Klebstoffe können das Papier steif und unansehnlich machen. Beim Anschmieren sollte beachtet werden, dass der Klebstoff leicht durchschlagen kann, das Papier sich stark dehnt und weich wird, da es ja nicht geleimt ist. Je nach Verwendungszweck müssen sehr dünne und transparente Papiere vor der Verarbeitung rückseitig kaschiert werden.
Das Vorsatzpapier hat die Aufgabe, den Buchblock mit der Decke zu verbinden, die Einschläge und die Deckelinnenseiten zu verdecken und den Buchblock zu schützen.
Als Vorsatzpapier werden heute häufig einfarbige Maschinenbüttenpapiere verwendet, meist hellfarbige, weiß bis chamois, die im Stoff gefärbt sind. Die Oberfläche kann glatt sein, aber auch gerippt, geadert und gehämmert.
Damit sie die an sie gestellten Anforderungen erfüllen können, sollten sie folgende Eigenschaften besitzen:
- zäh,
- langfasrig,
- möglichst holzfrei,
- hohe Falz- und Knickfestigkeit,
- hohe Opazität (deckend, undurchsichtig),
- gute Leimung,
- in Farbe und Oberflächenstruktur zum Buchblock und/oder Deckenüberzug passen.
Überzugspapiere: Um einem Einband eine lange Haltbarkeit zu verleihen und ein gefälliges Äußeres zu geben, sollten Überzugspapiere aus gutem Fasermaterial bestehen und folgende Eigenschaften haben:
- hohe Zähigkeit und Reißfestigkeit,
- hohe Kratz- und Scheuerfestigkeit,
- hohe Farb- und Lichtbeständigkeit,
- hohe Nassfestigkeit (wischfest, schmutzabweisend),
- hohe Opazität (Undurchsichtigkeit),
- gute Klebefähigkeit,
- gute Prägbarkeit,
- genügende Geschmeidigkeit.
Überzugspapiere können in folgende Gruppen unterteilt werden:
- Naturpapiere sind maschinenglatte, im Stoff gefärbte Papiere, die ohne weitere Veredelung von der Papiermaschine in die Weiterverarbeitung gehen. Beispiele sind Ton- und Tauenpapiere.
- Vorderseitig behandelte Überzugspapiere: Diese Papiere sind nur auf einer Seite gefärbt oder bedruckt. Bei einigen Arten kann auch eine lederähnliche Narbung oder ein Leinenmuster eingeprägt sein. Zusätzlich können sie noch eine leichte Lackierung erhalten. Beispiele sind Wolkenmarmor-, Adern (Gautama-), Leder- und Chagrinpapiere.
- Nass- und scheuerfeste Überzugspapiere: Diese Papiere bestehen entweder aus hochwertigen Faserstoffen mit sehr schmieriger Mahlung oder haben einen Farblackauftrag, oder die Fasern wurden durch die durchdringende Imprägnierung mit einer Emulsion verhornt. Die bekanntesten Beispiele dieser Gruppe sind Efalin und Elefantenhaut.
- Buntpapier wird jedes Papier genannt, das durch Färben, Streichen oder Aufbringen von Mustern veredelt wurde. Nachfolgende Papiere sollen nur einen kleinen Überblick geben über die Buntpapiere, die der Buchbinder teilweise selbst herstellt.
- Kleisterpapier: Verdünnter Kleister wird mit Erd- oder Anilinfarbe eingefärbt, auf ein Vorsatzpapier aufgetragen und mit dem Pinsel, einer Bürste, einem Schwamm, einem Pappkamm oder Pappstreifen ein Muster gebildet.
- Knitterpapier: Auf einen Bogen mit farblosem oder farbigem Klebstoffauftrag wird ein zusammengeknülltes Seidenpapier, das wieder auseinandergefaltet wurde, unter Beibehaltung der Bruchstellen aufgeklebt. Anschließend wird die Oberfläche eingefärbt, wobei die Bruchstellen die Farbe stärker aufnehmen und eine adernartige Musterung entstehen lassen.
- Monotypiepapier oder Druckfarbenpapier: Von einer mit Druckfarbe eingewalzten Fläche (Schärfstein, Grassierte, Zinkblech) wird die Farbe auf ein aufgelegtes Papier übertragen, indem man mit Spachteln, Kämmen, Walzen und dergleichen über dieses fährt. Gegenüber der Kleisterfarbe hat die Druckfarbe den Vorteil, dass sie eine höhere Wasserfestigkeit besitzt.
Bei einer anderen Art von Monotypiepapieren werden Druckfarben mit einer weichen Spachtel auf dem Papier verzogen. Durch den Spachtelzug bekommt der Farbauftrag stellenweise regierende oder stark deckende Partien. Bei mehreren Farben entstehen durch Mischungen und Übergänge interessante Formen und Farbschattierungen. Unterlegte Strukturen zeichnen sich mehr oder weniger deutlich ab. Statt Spachteln kann man auch unterschiedlich breite Walzen verwenden.
Marmorpapiere sind Buntpapiere, die die Aderung von Marmor nachahmen. Die Technik des Marmorierens kommt aus dem Orient und wird heute noch mehr in England und Frankreich praktiziert. Die bei uns noch vorkommenden Marmorpapiere können unterteilt werden in die maschinell hergestellten, billigeren Glanzmarmorpapiere und die selbstgefertigten, echten Marmorpapiere:
- Glanzmarmorpapiere: Achatmarmor erkennt man an den hellfarbigen Adern auf dunklem Untergrund. Gustavmarmor erkennt man an den kleinen Farbtropfen mit dunklen Rändern.
- Selbstgefertigte Marmorpapiere
Öltunkpapier oder Ölmarmorpapier: Druckfarbe wird mit Terpentin, Benzin oder speziellen Druckfarbenverdünnern verdünnt und auf Wasser, das sich in einer Wanne befindet, aufgespritzt. Ein Muster wird dadurch gebildet, dass man das Wasser durch Schaukeln oder Durchziehen eines Stiftes oder Kammes etwas in Bewegung bringt.
Die Farbschicht wird durch Auflegen von Vorsatz- oder Tonpapieren abgehoben.
Marmorpapier auf Schleimgrund: In eine Wanne wird ein Schleimgrund gefüllt, der aus dem Abkochen von Karrageenmoos (kein Moos, sondern eine Alge) gewonnen wird. Auf diesen Schleimgrund wird Körperfarbe, der Ochsengalle als Treibmittel beigemischt wurde, aufgetropft. Nachfolgend aufgetragene Farbtropfen verdrängen die vorhergehenden, ohne sich mit ihnen zu vermischen, und bilden ihre ursprüngliche runde Form zu Adern um. Durch Eintauchen und Ziehen mit Stiften können die Tropfen- oder Adernformen verändert werden. Die Farbschicht wird anschließend mit Alaun gefeuchteten Papierbogen abgehoben. Noch anhaftende Reste des Schleimgrundes werden abgespült.
Hüllpapiere: Hierher gehören alle Papiere, die als Schutzhülle für eine Ware Verwendung finden. Bei den Schutzhüllenpapieren stehen die Festigkeitseigenschaften im Vordergrund, während bei Schmuckhüllen größerer Wert auf äußere Eigenschaften, wie Reinheit, Färbung und Glätte, gelegt wird. Bei dem Schutz, den Hüllpapiere gewähren sollen, kann es sich um den gegen mechanische Einflüsse sowie um einen solchen gegen feste, flüssige und gasförmige Einwirkungen, gegen Licht oder um einen Schutz vor Verunreinigungen durch Staub und Schmutz handeln.
Packpapiere sind Papiere, bei denen die mechanische Beanspruchung im Vordergrund steht. Sie haben verschiedene Festigkeit, je nach dem Fasermaterial, das zur Herstellung verwendet wurde. Die besten Papiere dieser Art sind aus reinem Zellstoff, gute aus Braunschliff und weniger gute aus gelbem Strohstoff oder aus Altpapier hergestellt. Packpapiere sind im Stoff gefärbt oder ungefärbt, einseitig oder doppelseitig satiniert.
Kraftpapiere sind zu mindestens 90 % aus frischem, in der Regel ungebleichtem Sulfatzellstoff (Kraftzellstoff, Natronzellstoff) hergestellt. Sie zeichnen sich durch hohe Festigkeit und Beständigkeit aus. Sie haben eine gelblich-braune Farbe (ungebleicht) und werden in der Buchbinderei auch zum Hülsenmachen, Hinterkleben und Zusammenhängen von Decken verwendet. Natronpapiere gehören zu den Kraftpapieren.
Seidenpapiere sind - unabhängig vom eingesetzten Faserstoff - alle Papiere bis zu einem Flächengewicht von 30 g/m2. Die Packseide zum Einschlagen von Büchern wird nur noch in kleineren Betrieben verwendet.
Pergamentpapier wird hergestellt aus ungeleimtem Zellulosepapier, das man durch ein Schwefelsäurebad zieht. Dadurch fließen die Papierfasern zu einer schleimigen Masse zusammen und verkitten sich beim Trocknen zu einer durchscheinenden Haut.
Pergamentpapier ist undurchlässig für Luft, Wasser und Fett, außerordentlich dauerhaft und etwa dreimal fester als gewöhnliches Papier.
Pergamentersatzpapier, für technische Zeichnungen auch Transparentpapier genannt, wird aus stark schmierig gemahlenem Faserbrei hergestellt. Es ist deshalb zäh, durchscheinend und fettdicht. Billigere Sorten kennen wir als Butterbrotpapier.
Der Unterschied zum Pergamentpapier ist leicht festzustellen. Pergamentersatzpapier lässt sich in Stücke zerkauen, Pergamentpapier nicht.
Pergaminpapier ist aus Faserbrei hergestellt, der noch schmieriger gemahlen und außerdem noch stark satiniert ist. Es ist deshalb durchsichtig und sehr glatt. Verwendet wird Pergaminpapier als Schutzblätter in Fotoalben und Musterkollektionen, aber auch als Verpackungsmaterial für Lebens- und Genussmittel. Ist auf Pergaminpapier ein Spinnwebenmuster geprägt, wird es auch als Spinnenpapier bezeichnet.
- Zum Verfassen von Kommentaren bitte anmelden.
Behandlung und Lagerung von Papier
Behandlung Beim Umgang mit Papier sollten unbedingt folgende Punkte beachtet werden:
- Papier stets mit sauberen und trockenen Händen behandeln, um Fingerabdrücke zu vermeiden.
- Um Knicke oder Brüche zu vermeiden, ausgepacktes Papier je nach Bogengröße ein- bis zweimal zusammengeschlagen in kleinen Päckchen mit beiden Händen tragen und nicht auf der Schulter.
- Einzelbogen werden am besten leicht eingerollt oder zusammengeschlagen an der Kante gefasst hängend getragen.
- Bei gestapeltem Papier keine einzelnen Bogen vorstehen lassen, damit die Kanten nicht beschädigt werden.
- Papier immer abgedeckt lagern, damit es vor Staub, Verschmutzung, Zugluft und Sonneneinstrahlung (Vergilbung) geschützt ist.
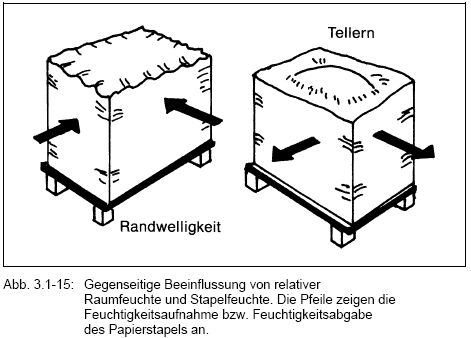
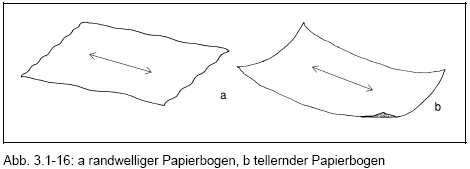
Lagerung Die sachgemäße Lagerung des Papiers ist von wesentlicher Bedeutung. Die Mehrzahl aller Papiersorten ist hygroskopisch, d. h. sie neigen dazu, Feuchtigkeit aus der Luft aufzunehmen, wenn diese einen größeren Feuchtigkeitsgehalt hat, oder an die Luft abzugeben, wenn die Umgebung relativ trockener ist. Die Aufnahme bzw. Abgabe von Feuchtigkeit vollzieht sich so lange, bis der Zustand des Papiers und der der Umgebung im Gleichgewicht sind. Mit der Aufnahme oder Abgabe von Feuchtigkeit ändert der Papierbogen auch seine Dimension. Er dehnt sich oder schrumpft, wird randwellig oder tellert. Aufgrund dieser Eigenschaften sind feuchte Räume für die Lagerung von Papier ungeeignet. Auch soll die Unterbringung nicht in übertrockenen Lagerräumen erfolgen. Aus diesem Grund soll Papier auch nicht an feuchten Wänden oder in unmittelbarer Nähe von Heizkörpern gelagert werden.
Um optimale Bedingungen zu erhalten, muss Papier während seiner Lagerung und Verarbeitung möglichst im Feuchtigkeitsgleichgewicht gehalten werden. Die Raumtemperatur sollte 20 bis 23 °C betragen und die relative Luftfeuchtigkeit bei 50 bis 55 % liegen (Normklima).
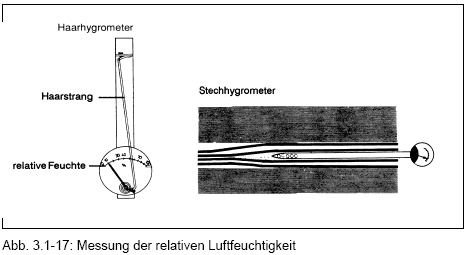
Unter der relativen Luftfeuchtigkeit versteht man das prozentuale Verhältnis zwischen dem tatsächlichen Wassergehalt und dem maximal möglichen Wassergehalt bei einer bestimmten Temperatur. Die Angabe „50 % relative Luftfeuchte" besagt beispielsweise, dass die Luft die Hälfte der Feuchtigkeit enthält, die sie bei der augenblicklichen Temperatur aufnehmen könnte. Gemessen wird die relative Luftfeuchtigkeit mit dem Haar-Hygrometer, die relative Feuchtigkeit innerhalb eines Papierstapels mit dem Stechhygrometer. Heute werden statt Haar-Hygrometern meist elektronische Präzisionsmessgeräte eingesetzt, die wesentlich schneller reagieren und genauere Daten liefern.
Merke
Unsachgemäße Lagerung von Papier führt zu Verarbeitungsschwierigkeiten, wie
- Dimensionsänderungen,
- Randwelligkeit und Tellern oder Neigung zum Einrollen,
- elektrostatische Aufladung,
- Schnittfehler und Schneidungenauigkeiten am Planschneider,
- Laufschwierigkeiten auf der Falzmaschine,
- Falzdifferenzen und Quetschfaltenbildung,
- Brüchigkeit bei Karton.
- Zum Verfassen von Kommentaren bitte anmelden.