3.0 Material, Werk- und Hilfsstoffe
In der Druckweiterverarbeitung wird eine Vielzahl von Materialien verwendet wie Papier, Karton, Pappe, Kunststoffe, Gewebe, Heftgazen, Vliese, Schirting, Heftzwirne, Bänder, Heftdraht, Leder und Pergament. Neben den Herstellungsverfahren werden in diesem Kapitel Verarbeitungshinweise gegeben sowie die Eigenschaften der Materialien aufgezeigt, die wesentlich für die Druckweiterverarbeitung sind.
(Achtung! Bitte auch die PDF-Datei der einzelnen Kapitel ansehen bzw. herunterladen. Dort finden Sie zur Veranschaulichung die Abbildungen. Auf dieser Seite findet man die PDF-Datei.)
- Zum Verfassen von Kommentaren bitte anmelden.
Papier, Karton, Pappe
Seit der Erfindung vor etwa 2000 Jahren diente Papier über viele Jahrhunderte ausschließlich zum Beschreiben und Bedrucken, also zur Verbreitung von Wissen und Nachrichten. Auch heute wird noch knapp die Hälfte der Produktion für Zeitungen und Zeitschriften, Bücher, Werbung und Bürobedarf eingesetzt.
Seit dem 19. Jahrhundert haben sich aber der Anwendungsbereich und das Sortenangebot sehr vergrößert. In der Druckweiterverarbeitung sind spezielle Papiere für Vorsätze und Überzüge hinzugekommen. Ferner hat durch die steigende Buch- und Broschurenherstellung die Karton- und Pappenproduktion zugenommen. Auch die Verpackungsindustrie hat dazu stark beigetragen.
Papier, Karton und Pappe sind flächige Werkstoffe, die aus untereinander gleichen Grundstoffen und im Prinzip gleichen Fertigungsweisen hergestellt werden. Unterschieden werden sie hauptsächlich hinsichtlich der Masse je Flächeneinheit (Flächengewicht, g/m2).
(Für weitere Details zu den Flächengewichten von Papier und Pappe sehen Sie sich bitte die PDF-Datei an.)
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 936.86 KB |
Papier, Karton, Pappe
Papier wurde vor etwa 2000 Jahren in China erfunden.
Bis ins 19. Jahrhundert brauchte man Papier nur, um Informationen festzuhalten und weiterzugeben. Heute braucht man Papier für viele verschiedene Zwecke:
- Zeitungen und Zeitschriften, Bücher, Werbung und Bürobedarf (= knapp die Hälfte der Papierproduktion)
- Verpackungen
- Hygienepapiere
- Technische Papiere u.a.
Mit der Entwicklung von Zeitungen in hohen Auflagen begann auch die industrielle Herstellung von Papier. Dafür braucht man Papier, Karton und Pappe. In der Druckweiterverarbeitung sind spezielle Papiere für Vorsätze und Überzüge dazugekommen.
Papier, Karton und Pappe sind in ihren Grundstoffen und in den Prinzipien der Herstellung gleich. Sie unterscheiden sich hauptsächlich in ihrer Masse (Gewicht) pro m2 (Flächengewicht = g/m2).
Papier | 7 g/m2 |
Papier / Karton | 150 g/m2 |
Karton | 250 g/m2 |
Karton / Pappe | 500 g/m2 |
Pappe | 600 g/m2 |
Karton
Karton ist ein aus Papierstoff bestehender flächiger Werkstoff, der zwischen Papier und Pappe liegt und hinsichtlich der Masse je Flächeneinheit (Flächengewicht 150 bis 600 g/m2) sowohl in das Gebiet der Papiere als auch der Pappen hineinreicht. Karton ist steifer als Papier, im allgemeinen aus hochwertigeren Stoffen als Pappe hergestellt, ein- oder mehrlagig gearbeitet und als endlose Bahn gefertigt.
Das Kapitel untergliedert sich in:
3.1.2.1 Herstellung von Kartons
3.1.2.2 Kartonarten
3.1.2.3 Verwendung von Karton
3.1.2.4 Anforderungen an Karton
3.1.2.5 Behandlung und Lagerung von Karton
- Zum Verfassen von Kommentaren bitte anmelden.
Karton
Die Stärke von Karton liegt zwischen Papier und Pappe.
Das Flächengewicht reicht von 150 g/m2 bis zu 600 g/m2
Karton ist steifer als Papier. Karton ist meist aus hochwertigeren Stoffen als Pappe.
Mehr Informationen:
Herstellung von Kartons
Der Faserstoff für Karton kann Weißschliff, Zellstoff und Altpapier sein. Einlagige Kartons werden wie Papier auf der Langsieb- oder Rundsiebmaschine hergestellt. Für die Herstellung von mehrlagigen oder mehrschichtigen Kartons gibt es verschiedene Möglichkeiten. Es werden die einzelnen Bahnen entweder zusammengegautscht oder zusammengeklebt.
Beim gegautschten Karton werden mehrere nasse Bahnen unmittelbar nach der Blattbildung übereinander geführt, gepresst und getrocknet. Dabei verfilzen die Fasern der einzelnen Schichten zu einer Bahn miteinander. Die einzelnen Lagen oder Schichten können sich hinsichtlich der Stoffzusammensetzung und Mahlung unterscheiden.
Hinsichtlich der Herstellung von gegautschtem Karton gibt es mehrere Möglichkeiten in der Ausführung der Siebpartien. So können mehrere Langsiebmaschinen miteinander kombiniert werden, aber auch Rundsiebmaschinen. Es gibt aber auch die Kombination von Lang- und Rundsiebmaschinen.
Geklebte Kartons werden aus zwei oder mehreren trockenen Kartonlagen auf der Kartonklebemaschine in Bahnen zusammengeklebt. Die einzelnen Kartonlagen können von gleicher, aber auch von verschiedener Stoffzusammensetzung sein. Selbst die Farbe kann unterschiedlich sein. Um festzustellen, aus wie viel Schichten oder Lagen ein Karton besteht, brennt man ihn an einer Ecke an. Dabei blättert er in die einzelnen Schichten auf. Besonders deutlich spalten sich geklebte Kartons auf. Karton kann ein- oder beidseitig geglättet, aber auch geprägt sein. Gut geschlossene Oberflächen erzielt man durch Streichen.
- Zum Verfassen von Kommentaren bitte anmelden.
Herstellung von Kartons
Faserstoff: Weißschliff, Zellstoff und Altpapier (-> 3.1.1.2)
Herstellung:
Einlagige Kartons: auf der Langsieb- oder Rundsieb-Maschine
Mehrlagige Kartons: 2 Möglichkeiten
- Bahnen gautschen
- Bahnen kleben
Gegautschter Karton
Bei gegautschem Karton werden Papier-Bahnen direkt aus der Papiermaschine nass übereinandergelegt, gepresst und getrocknet. Dabei verfilzen die Fasern der einzelnen Lagen zu einer Bahn. Mahlung und Faserstoffe der einzelnen Lagen können unterschiedlich sein.
Herstellung:
- Auf mehreren Langsieb-Maschinen, die miteinander kombiniert sind
- oder auf Rundsieb-Maschinen
- oder auf einer Kombination von Langsieb- und Rundsieb-Maschinen.
Geklebter Karton
Bei geklebtem Karton werden 2 oder mehr trockene Kartons auf der Kartonklebemaschine in Bahnen zusammengeklebt. Die Faserstoffe und Farben der einzelnen Lagen können gleich oder verschieden sein.
Karton kann auf einer Seite oder auf beiden Seiten geglättet oder geprägt sein.
Eine sehr glatte Oberfläche bekommt man durch Streichen (eine dickflüssige Masse oder Farbe auftragen = Veredelung).
Kartonarten
Einlagige Kartons: Sie bestehen aus dickerem Faserstoff und werden auch Naturkartons genannt.
Mehrlagige Kartons (Multiplexkarton): Es sind Kartons aus mehreren Lagen, die sich entweder in der Stoffzusammensetzung, dem Flächengewicht oder der Farbe voneinander unterscheiden und in feuchtem Zustand miteinander verbunden sind (gegautscht).
Zweischichtige Kartons (Duplexkarton): Sie sind einseitig glatt und bestehen aus zwei Lagen:
• vorderseitige Lage aus Zellstoff und/oder Holzstoff und/oder Altpapier,
• rückseitige Lage aus Altpapier, gegebenenfalls mit Zellstoffzusatz.
Dreischichtige Kartons (Triplexkarton): Sie sind einseitig glatt und bestehen aus drei Lagen:
• Decklage (vorderseitige) aus Zellstoff und/oder Altpapier,
• Einlage aus Altpapier,
• Decklage (rückseitig) aus Holzstoff und/oder Zellstoff und/oder Altpapier.
Zu den dreischichtigen Kartons können der Chromoersatzkarton und der Bristolkarton gezählt werden.
Chromoersatzkarton ist ein einseitig glatter Umschlag oder Faltschachtelkarton, ein- oder beidseitig holzfrei weiß gedeckt, helle Einlage mit hohem Holzstoffanteil.
Bristolkarton ist ein aus drei oder mehr Schichten zusammengeklebter Karton. Die beiden Deckschichten bestehen aus holzfreien Stoffen, die Einlage ist im allgemeinen holzhaltig.
Gestrichene Kartons: Ein- oder mehrlagige Kartons erhalten einseitig oder beidseitigeinen Kreideaufstrich, der auch farbig sein kann. Nur einseitig gestrichener Karton wird Chromokarton genannt.
Beschichtete Kartons: Ein- oder mehrlagige Kartons werden einseitig mit Kunststoff beschichtet oder mit einer Kunststoff- oder Metallfolie kaschiert.
- Zum Verfassen von Kommentaren bitte anmelden.
Karton-Arten
Karton-Art | Bezeichnung | Material / Eigenschaft |
einlagig | Naturkarton | Dicker Faserstoff |
mehrlagig | Multiplex-Karton | Lagen können sich unterscheiden bei
Lagen werden nass verbunden (gegautscht) |
2-schichtig | Duplex-Karton | Aus 2 Lagen, die auf 1 Seite glatt sind.
|
3-schichtig | Triplex-Karton z. B. Chromo-Ersatzkarton und Bristol-Karton | Aus 3 Lagen, die auf 1 Seite glatt sind.
|
Chromo-Ersatzkarton: aus 3 Lagen
1-seitig gestrichener Umschlag oder Faltschachtel-Karton
Eigenschaften:
- 1- oder 2-seitig holzfrei weiß gedeckt
- helle Einlage (Zwischen-Lage) mit hohem Holzstoffanteil.
Bristolkarton: aus 3 oder mehr Lagen.
Eigenschaften:
- Die 2 Deckschichten sind holzfrei,
- die Einlage (Zwischen-Lage) enthält meistens Holz.
Gestrichene Kartons: aus 1 oder mehreren Lagen.
Eigenschaften:
- 1-seitig oder 2-seitiger Kreide-Aufstrich,
- kann farbig sein.
Beschichtete Kartons: aus 1 oder mehreren Lagen
Eigenschaften:
- 1-seitig mit Kunststoff beschichtet
- oder mit Kunststoff- oder Metall-Folie kaschiert.
Verwendung von Karton
In der Druckweiterverarbeitung findet Karton Verwendung für Broschurenumschläge, Einlageblätter bei Alben, Karteikarten, Trennblätter und Passepartouts. Gegautschter Karton ist dem geklebten Karton vorzuziehen, da er sich durch Einwirkung von Klebstofffeuchte nicht so leicht spaltet. In der Kartonagenindustrie wird Karton für Verpackungen und Faltschachteln, Schuber und Etuis verwendet.
- Zum Verfassen von Kommentaren bitte anmelden.
Verwendung von Karton
In der Druckweiterverarbeitung:
Broschuren-Umschläge, Einlageblätter bei Alben, Karteikarten, Trennblätter und Passepartouts.
Gegautschter Karton ist besser als geklebter Karton, weil er sich nicht so leicht spaltet.
In der Kartonagen-Industrie:
Verpackungen, Faltschachteln, Schuber und Etuis.
Anforderungen an Karton
Für die Druckweiterverarbeitung werden an die verschiedenen Kartonarten folgende Anforderungen gestellt:
• Gute Rillfähigkeit, d. h., beim Rillen darf die Deckschicht nicht platzen, die einzelnen Lagen sich nicht aufspalten, eine Lackierung oder Beschichtung (Strich) nicht brechen.
• Hohe Elastizität, d. h., der Karton muss biegefähig und verformbar sein, muss sich verdichten und durch die Rillwerkzeuge verdrängen lassen und darf beim Rillen oder Prägen nicht brechen.
• Hohe Spaltfestigkeit, d. h., der Karton darf sich an der Schnittkante oder am Broschurenrücken nicht spalten und die einzelnen Lagen sich nicht ablösen.
• Ausreichende Stanz- oder Schnittfestigkeit, d. h. der Karton muss einen gratfreien Schnitt ohne Einrisse gewährleisten.
• Hohe Dimensionsstabilität und Planlage um ein störungsfreies Verarbeiten in Hochleistungsmaschinen zu ermöglichen.
• Weitgehende Säurefreiheit bei Foto- und Passepartoutkarton, damit an Bildern oder Grafiken keine Schäden durch Fleckenbildung entstehen.
- Zum Verfassen von Kommentaren bitte anmelden.
Anforderungen an Karton
Anforderung | Begründung |
Gute Rill-Fähigkeit |
|
Hohe Elastizität |
|
Hohe Spaltfestigkeit |
|
Gute Stanz- oder Schnittfestigkeit |
|
Stabile Größe und | Für die Verarbeitung mit modernen Hochleistungsmaschinen |
Foto- und Passepartout-Karton dürfen keine Säure enthalten, damit die Bilder oder Grafiken nicht beschädigt werden, zum Beispiel Flecken bekommen.
Behandlung und Lagerung von Karton
Für die Behandlung und Lagerung von Karton gelten weitgehend dieselben Bedingungen wie bei Papier (siehe 3.1.1.9).
- Zum Verfassen von Kommentaren bitte anmelden.
Behandlung und Lagerung von Karton
Für die Behandlung und Lagerung von Karton gelten die gleichen Regeln wie bei Papier.
- Behandlung und Lagerung von Papier
Papier
Papier ist ein flächiger (aus mechanisch oder chemisch freigelegten Pflanzenfasern unter Zusatz von Hilfsstoffen, wie Füllstoffen, Farbstoffen und Leim bestehender) Werkstoff, der durch Entwässerung auf einem Sieb gebildet wird.
Das Kapitel untergliedert sich in:
• 3.1.1.1 Papiere nach der Art der Herstellung
• 3.1.1.2 Papiere nach der Faserstoffzusammensetzung
• 3.1.1.3 Einfluss der Stoffmahlung und der Zusatzstoffe auf die Papiereigenschaften
• 3.1.1.4 Herstellung der Papier-, Karton- und Pappenbahn
• 3.1.1.5 Papiere nach ihrer Oberflächenbeschaffenheit
• 3.1.1.6 Lieferformen von Papier
• 3.1.1.7 DIN-Formate
• 3.1.1.8 Papiere der Druckweiterverarbeitung
• 3.1.1.9 Behandlung und Lagerung von Papier
- Zum Verfassen von Kommentaren bitte anmelden.
Papier
Papier besteht aus Pflanzenfasern und Hilfsstoffen. Es gibt sehr viele verschiedene Papierarten.
Wichtige Merkmale zur Unterscheidung:
- Art der Herstellung (3.1.1.1)
- Stoff-Zusammensetzung (3.1.1.2)
- Stoffmahlung und Zusatzstoffe (3.1.1.3)
- Herstellung der Papier-, Karton- und Pappenbahn (3.1.1.4)
- Oberfläche (3.1.1.5)
- Lieferformen von Papier (3.1.1.6)
- Din-Formate (3.1.1.7)
- Verwendung in der Druckweiterverarbeitung (3.1.1.8)
- Behandlung und Lagerung von Papier (3.1.1.9)
Papiere nach der Art der Herstellung
Nach der Art der Herstellung können die Papiere in die handgeschöpften Büttenpapiere und die maschinell gefertigten Massenpapiere unterteilt werden.
Handgeschöpfte Büttenpapiere: Echte handgeschöpfte Büttenpapiere werden heute nur noch in sehr wenigen Betrieben erzeugt. Die Herstellung geht weitgehend in der gleichen Weise vor sich wie in den alten Papiermühlen. Aus einer Bütte, in der sich der gereinigte und mit Wasser verdünnte Faserbrei befindet, werden mit einer Schöpfform, einem rechteckigen Holzrahmen, auf dem ein Metallsieb befestigt ist, die Bogen geschöpft. Nach dem Schöpfen werden die Bogen zwischen Filzen gepresst und zum Trocknen aufgehängt.
Handgeschöpfte Büttenpapiere werden weitgehend aus Hadern hergestellt. Die charakteristischen Merkmale sind:
• der fasrige, unregelmäßig verlaufende und nach außen dünner werdende Rand,
• keine Laufrichtung und daher Dehnung nach allen Seiten,
• in der Durchsicht deutliche Siebmarkierung erkennbar,
• keine geschlossene und ebene Oberfläche.
Handgeschöpfte Büttenpapiere finden nur noch im handwerklich-künstlerischen Bereich Verwendung, und zwar als:
• Vorsatzpapier,
• Überzugspapier,
• Papier für wertvolle Gästebücher und Chroniken,
• Urkunden und Dokumente.
Maschinell gefertigte Papiere: Abgesehen von der verschwindend kleinen Gruppe der handgeschöpften Büttenpapiere, werden die heutigen Papiere in großen Mengen auf hochmodernen, sehr schnell laufenden Papiermaschinen hergestellt. Maschinell gefertigte Papiere unterscheiden sich von handgeschöpften Papieren hauptsächlich darin, dass sie
• eine Laufrichtung haben,
• die Ränder glatt sind,
• die Oberfläche glatter und gleichmäßiger ist.
Die Vielzahl der Papierarten, die heute produziert werden, sind fast unüberschaubar. Es wird versucht, sie nach folgenden Gesichtspunkten zu unterteilen: Stoffzusammensetzung,
Oberflächenbeschaffenheit, Verwendungszweck in der Druckweiterverarbeitung.
- Zum Verfassen von Kommentaren bitte anmelden.
Herstellung von Papier
Man unterscheidet 2 Arten der Herstellung:
- handgeschöpfte Büttenpapiere
- maschinell hergestellte Massenpapiere
Handgeschöpfte Büttenpapiere
Für die Herstellung handgeschöpfter Büttenpapiere braucht man:
- Bütte (= großes Fass ohne Deckel)
- Faserbrei aus Wasser und Stoffresten (Leinen, Hanf, Baumwolle = Hader)
- Metallsieb in einem Holzrahmen
Man taucht den Holzrahmen (= die Schöpfform) in den dünnflüssigen Faserbrei ein und schöpft so die einzelnen Bogen. Dann werden die Bogen zwischen Filzen gepresst und zum Trocknen aufgehängt.
Merkmale:
- Unregelmäßige Ränder, die nach nach außen dünner werden.
- Die Fasern haben keine Laufrichtung. Das Papier kann sich nach allen Seiten dehnen.
- Wenn man den Bogen gegen das Licht hält, sieht man die Struktur des Siebes.
- Die Oberfläche ist nicht glatt.
Verwendung für:
- Künstlerische Arbeiten
- Vorsatzpapier, Überzugspapier
- Wertvolle Gästebücher und Chroniken
- Urkunden und Dokumente
Hinweis:
Nur sehr wenige Betriebe machen heute noch handgeschöpfte Büttenpapiere.
Maschinell hergestellte Papiere
Papiere werden heute auf modernen und schnellen Maschinen hergestellt.
Merkmale im Unterschied zu handgeschöpften Papieren:
- eine Laufrichtung
- glatte Ränder
- glatte und gleichmäßige Oberflächen
Wichtige Kriterien für die unterschiedlichen Papier-Arten:
- Aus welchen Stoffen sind Papiere hergestellt? (3.1.1.2)
- Wie ist die Papier-Oberfläche? (3.1.1.5)
- Wie werden die Papiere weiterverarbeitet? (3.1.1.8)
Papiere nach der Faserstoffzusammensetzung
Abgesehen von einer noch kleinen Prozentzahl an synthetischen Fasern sind die heutigen Papierfaserstoffe fast ausschließlich pflanzlicher Herkunft. Neben Stroh und einigen Gräsern bildet das Holz die wichtigste Rohstoffquelle. Am besten ist Nadelholz zur Faserstoffgewinnung geeignet. Die Zerlegung in die einzelnen Fasern, auch Aufschluss genannt, erfolgt entweder mechanisch oder chemisch.
Holzstoff ist der Oberbegriff für die verschiedenen Arten der weitgehend durch mechanische Mittel hergestellten Faserhalbstoffe aus Holz. Er wird untergliedert in die rein mechanischen Holzstoffe: Holzschliff, Braunschliff und Refiner-Holzstoff sowie die Holzstoffe mit thermischer und/oder chemischer Vorbehandlung: thermischer Refiner-Holzstoff, chemisch thermischer Refiner-Holzstoff.
Holzschliff (Weißschliff) wird auf rein mechanischem Wege durch Schleifen von Nadelhölzern, meist Fichte, hergestellt. Dabei wird das Holz bis zu einer Feinheit zerlegt, die der Größenordnung der Zellulosefasern nahe kommt. Die entrindeten und auf etwa ein Meter Länge geschnittenen Stämme werden unter Zusatz von Wasser an schnell rotierende Schleifsteine gepresst. Daher oft auch als Steinschliff bezeichnet. Die raue Steinoberfläche reißt aus dem Holz sowohl unversehrte Fasern von 1 bis 4 mm Länge als auch Faserbruchstücke und feinste Faserpartikel heraus. Holzschliff ist ein billiger Faserstoff, der neben den Zellulosefasern noch alle nichtfasrigen Bestandteile des Holzes, wie z. B. Lignin und Harz, enthält. Er ist kurzfasrig, spröde, hart und trotz Bleichung etwas gelblich.
Beim Braunschliffverfahren wird das entrindete Schleifholz mehrere Stunden unter Druck gedämpft. Dadurch wird der Holzfaserverband gelockert und beim Schleifen ein langer, röscher Stoff gewonnen bei allerdings starker und nicht bleichbarer Bräunung. Das Verwendungsgebiet dieses Stoffes ist dadurch wesentlich eingeschränkt und beschränkt sich auf Packpapiere, Kartons und Pappen (Lederpappe).
Beim Refiner-Holzstoff wird das Holz in Refinern zerfasert. Der Refiner besteht im Wesentlichen aus zwei Mahlscheiben, die aus profilbestückten Segmenten bestehen. Von diesen steht meist eine fest, während die andere parallel dazu schnell rotiert. Die Scheiben sind in der Form ausgebildet, dass der Mahlspalt gegen den Umfang zu immer enger wird. Im Zentrum ergibt sich dadurch eine Aufbrechzone, die dann in die Mahlzone übergeht. Im Gegensatz zum Steinschliff muss das Holz vor dem Zerfasern in kleine Holzstückchen, den sogenannten Hackschnitzeln, zerkleinert werden. Diese Hackschnitzel werden kontinuierlich im Zentrum zwischen die Mahlscheiben eingespeist, in der Aufbrechzone zerkleinert und durch Zentrifugalkräfte in die Mahlzone getrieben. Durch eine kombinierte Kompressions- und Wälzwirkung entsteht eine Reibungswärme, die zur Erweichung des Lignins führt und die Zerfaserung ermöglicht. Die Vorteile dieses Verfahrens liegen darin, dass man Industrierestholz, Sägewerksabfälle und sogar grobes Sägemehl aufarbeiten kann. Ferner erhält man einen langfasrigeren Holzstoff mit hohen Festigkeitseigenschaften. Der Splittergehalt dagegen sinkt ab. Die internationale Bezeichnung dieses Verfahrens lautet Refiner-Mechanical-Pulp oder abgekürzt RMP.
Der Unterschied vom thermo-mechanischen Holzstoff (TMP) zum Refiner-Holzstoff besteht in der thermischen Vorbehandlung der Hackschnitzel, ansonsten sind die Prozesse weitgehend identisch. Die Hackschnitzel werden in einem Vorwärmer mittels Dampf imprägniert, zwischen die Mahlscheiben eingeführt und zerlegt. Die Dämpfzeit beträgt ca. 1–3 Minuten bei 110–130 °C und ca. 1–2 bar Überdruck. Die thermische Vorbehandlung ermöglicht eine sehr schonende Zerfaserung, wobei man einen qualitativ sehr hochwertigen Holzstoff erhält, der sich durch viele gut erhaltene, lange, geschmeidige Holzfasern auszeichnet und kaum Splitter enthält. Der größere Anteil an unversehrten Fasern ist für einige Festigkeitseigenschaften von großem Vorteil. Die internationale Bezeichnung dieses Verfahrens lautet Thermo-Mechanical-Pulp oder abgekürzt TMP.
Beim chemisch-thermomechanischen Holzstoff (CTMP) werden im Unterschied zum TMP-Verfahren die Hackschnitzel nicht nur mit Dampf, sondern auch mit Chemikalien, meist Sulfiten und Bisulfiten, imprägniert. Dadurch bewirkt man ein Anlösen der Harze und des Lignins im Holz, wodurch beim anschließenden Zerfasern die eigentliche Zellulosefaser teilweise ganz aus ihrem Verband gelöst werden kann. Diese Art der Holzstofffaser bleibt verhältnismäßig lang und geschmeidig und stellt schon beinahe einen Übergang zum wertvolleren Zellstoff dar. Die internationale Bezeichnung dieses Verfahrens lautet Chemical-Thermo-Mechanical-Pulp oder abgekürzt CTMP.
Papiere, wie auch Kartons mit Holzstoffzusätzen, werden als holzhaltig (hin) bezeichnet. Die Höhe des Holzstoffzusatzes kann sich positiv wie negativ auf die Qualität des Papieres auswirken.
Positive Auswirkungen sind:
• Herabsetzung des Flächengewichtes,
• Erhöhung der Opazität (Undurchsichtigkeit),
• Erhöhung der Biegesteifigkeit besonders bei Karton.
Negative Auswirkungen sind:
• Verringerung der Festigkeit,
• Vergilbung und Brüchigwerden bei Lichteinwirkung,
• Verminderung der Spaltfestigkeit bei mehrlagigem Karton,
• vermehrter Staubanfall bei der Verarbeitung (schneiden, falzen).
Zellstoff erhält man durch chemischen Aufschluss des Holzes. Bei diesem Verfahren wird das zu Hackschnitzeln zerkleinerte Holz in Säuren oder Laugen bei hohem Dampfdruck gekocht. Diese Flüssigkeiten haben die Fähigkeit, diejenigen Stoffe aus dem Holz herauszulösen, die im Papier nachteilig sind. Es sind dies vor allem die nichtfasrigen Bestandteile wie Lignin und Harze, die auch Inkrusten genannt werden. Man erhält eine weitgehend unzerstörte Zellstofffaser, deren Festigkeit erhalten blieb. Papiere, wie auch Kartons, die nur aus Zellstoff hergestellt sind, werden als holzfrei (h'fr) bezeichnet. Sie sind sehr fest, zäh, elastisch und geschmeidig. Unter Lichteinwirkung vergilben sie kaum oder gar nicht.
Hadernstoffe sind pflanzliche Faserstoffe, die aus textilen Abfällen von Baumwolle, Leinen, Hanf und Flachs gewonnen werden. Es sind lange, geschmeidige und unverholzte Fasern von hoher Festigkeit. Hadernstoffe sind die ältesten und edelsten Halbstoffe für die Papiererzeugung. Sie wurden bereits bei der mittelalterlichen Papierherstellung eingesetzt und dienen heute noch zur Herstellung hochwertiger Papiere von großer Zähigkeit, Falz- und Knitterfestigkeit (z. B. Banknoten- und Dokumentenpapiere).
Synthetische Fasern sind Kunststoffe, die aus Großmolekülen aufgebaut sind. Ihre Faserform erhalten sie durch Spinn- oder Spritzprozesse. Synthetische Fasern haben eine sehr hohe Festigkeit, nehmen kein Wasser auf und verrotten nicht. Da sie nicht wie pflanzliche Fasern wiederum aus feinsten Einzelfäserchen bestehen, verfilzen sie kaum miteinander, sondern müssen bei der Blattbildung untereinander verklebt werden.
Faserstoffe aus Altpapier: Es handelt sich hier um keinen neuen Faserstoff, sondern um Fasern, die man durch die Zerlegung von Papierabfällen oder gebrauchtem Papier gewinnt (sekundärer Faserstoff). Über 40 % der gesamten Faserstoffmenge werden heute schon aus Altpapier gewonnen. Die Qualität des Faserstoffes aus Altpapier hängt entscheidend vom vorangegangenen Verwendungszweck des Papieres ab. Verschmutzungsgrad, Holzhaltigkeit und Farbe spielen eine große Rolle. Überwiegend wird dieser Faserstoff zur Herstellung von Umweltpapier, Packpapier, Karton und Pappe eingesetzt.
Papierarten: Nach der Art, der Menge und dem Mischungsverhältnis der angesprochenen Faserstoffe werden die Papiere in folgende Gruppen unterteilt:
• Hadernpapiere: Zu ihrer Herstellung wird nur Hadernhalbstoff verwendet. Beispiele: handgeschöpfte Büttenpapiere, Banknoten- und Dokumentenpapiere.
• Hadernhaltige Papiere: Es sind holzfreie Papiere mit einer Beimischung von mindestens 10% Hadernhalbstoff. Hauptanteil ist Zellstoff. Beispiele: hochwertige Schreib- und Zeichenpapiere, Dünn- und Bibeldruckpapiere.
• Holzfreie Papiere werden ausschließlich aus reinem Zellstoff hergestellt, dürfen jedoch bis 5% verholzte Fasern enthalten. Beispiele: gute Schreib- und Druckpapiere, Vorsatzpapiere, viele Überzugspapiere.
• Holzhaltige Papiere bestehen zu 10 bis 90% (z. B. bei Zeitungsdruckpapier) aus Holzstoff, der Rest ist Zellstoff oder Altpapier. Sie bilden den mengenmäßig größten Anteil der verbrauchten Papiere. Nach dem Holzstoffgehalt werden sie unterteilt in:
− fast holzfreie Papiere,
− leicht holzhaltige Papiere,
− mittelfeine Papiere (Holzstoffanteil 30 bis 50%)
− stark holzhaltige Papiere (Holzstoffgehalt bis zu 90%).
Beispiele: billige Schreibpapiere, Druckpapiere für Massendrucksachen, Zeitschriften- und Zeitungsdruckpapier.
• Synthetische Papiere: Sie bestehen entweder ganz aus Kunststofffasern oder enthalten eine Beimischung von Zellstoff. Ihre mechanische Festigkeit ist sehr hoch, d. h., sie sind kratz- und scheuerfest, sehr reißfest und lassen sich oft falzen, ohne zu brechen (hohe Falzfestigkeit). Viele Sorten sind sogar wasserfest und können mit den gebräuchlichen Klebstoffen der Buchbinderei nicht mehr verklebt werden.
Beispiele: Ausweise, Führerscheine, langlebige Gebrauchsanweisungen, wasserfeste Landkarten u. ä.
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere nach der Faserstoff-Zusammensetzung
Die meisten Papiere werden aus pflanzlichen Rohstoffen hergestellt:
- Holz, am besten Nadelholz
- Stroh und einige Gräser
Der Rohstoff wird mechanisch oder chemisch in einzelne Fasern aufgetrennt. Das nennt man auch Aufschluss.
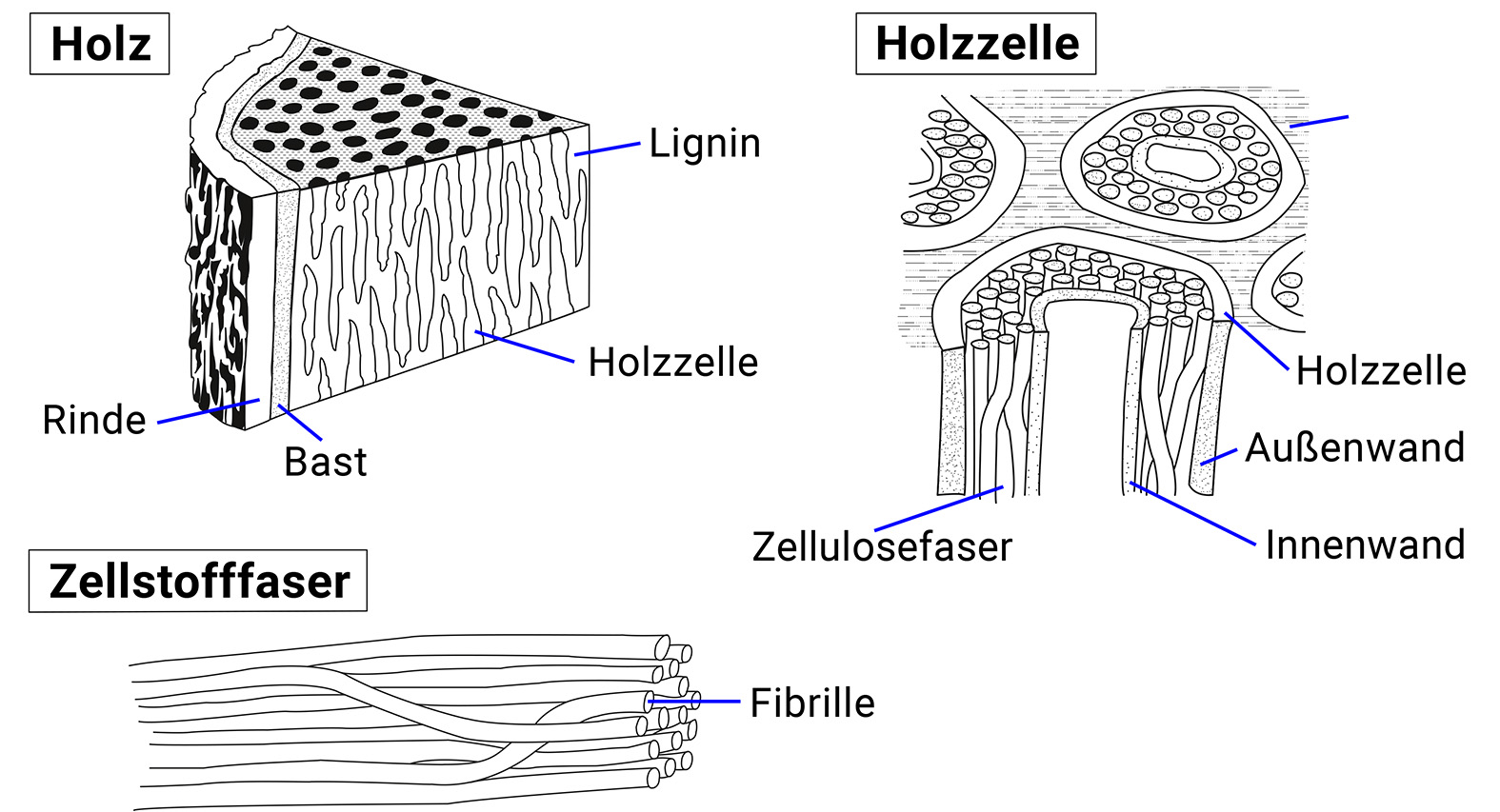
Lignin und Harze sind Inkrusten. Das sind Einlagerungen in den Zellwänden von Pflanzen. Diese machen die Zellwände stabiler. Bei der Papierherstellung müssen die Inkrusten im Rohmaterial (meist Holz) entfernt werden, damit die Qualität gut wird.
| Stoffe bei der Papier-Herstellung | |
Rohstoffe | Holz oder Pflanzen |
Halbstoffe | Zellstoff, Holzschliff, Hadern-Halbstoff |
Füllstoffe | Titanweiß, Talkum u.a. |
Zusatzstoffe | Leim, Aufheller u.a. |
Der Oberbegriff für die Faser-Halbstoffe aus Holz ist Holzstoff
Einteilung der Faser-Halbstoffe:
Man unterscheidet:
- mechanische Holzstoffe:
Holzschliff (Weißschliff), Braunschliff, Refiner-Holzstoff - thermisch/chemisch vorbehandelte Holzstoffe:
thermischer Refiner-Holzstoff, chemisch thermischer Refiner-Holzstoff
Mechanische Holzstoffe
Holzschliff (Weißschliff)
Holzschliff ist mechanisch zerfasertes Holz. Die Rinde wird entfernt und die Stämme werden auf circa 1 Meter Länge geschnitten. Die Stämme werden gegen schnell rotierende Schleifsteine gepresst (= Steinschliff). Dabei wird die Schleifstelle ständig von Wasser befeuchtet.
Beim Schleifen reißt der Stein sowohl 1 bis 4 mm lange Fasern als auch kleine und kleinste Faserteilchen aus dem Holz.
Holzschliff ist billig. Er enthält Zellulose-Fasern, aber auch alle nicht-fasrigen Bestandteile, z. B. Lignin und Harz. Er hat kurze Fasern, ist spröde, hart und gelblich.
Braunschliff
Die Rinde wird entfernt und die Stämme werden mehrere Stunden unter Druck gedämpft. Dadurch lockert sich die Verbindung zwischen den Holzfasern und sie lösen sich leichter. Die Fasern bleiben länger.
Braunschliff ist braun und kann nicht gebleicht werden. Deshalb verwendet man Braunschliff für Packpapiere, Kartons und Pappen (Lederpappe).
Refiner-Holzstoff (RMP)
Beim Refiner kann man keine Stämme verwenden, sondern das Holz muss zuerst in kleine Holzstückchen zerkleinert werden. Diese nennt man Hackschnitzel.
Im Refiner (von englisch to refine = verkleinern) werden die Holzstückchen zwischen 2 Mahlscheiben gemahlen. Eine Mahlscheibe steht meist fest, die andere rotiert.
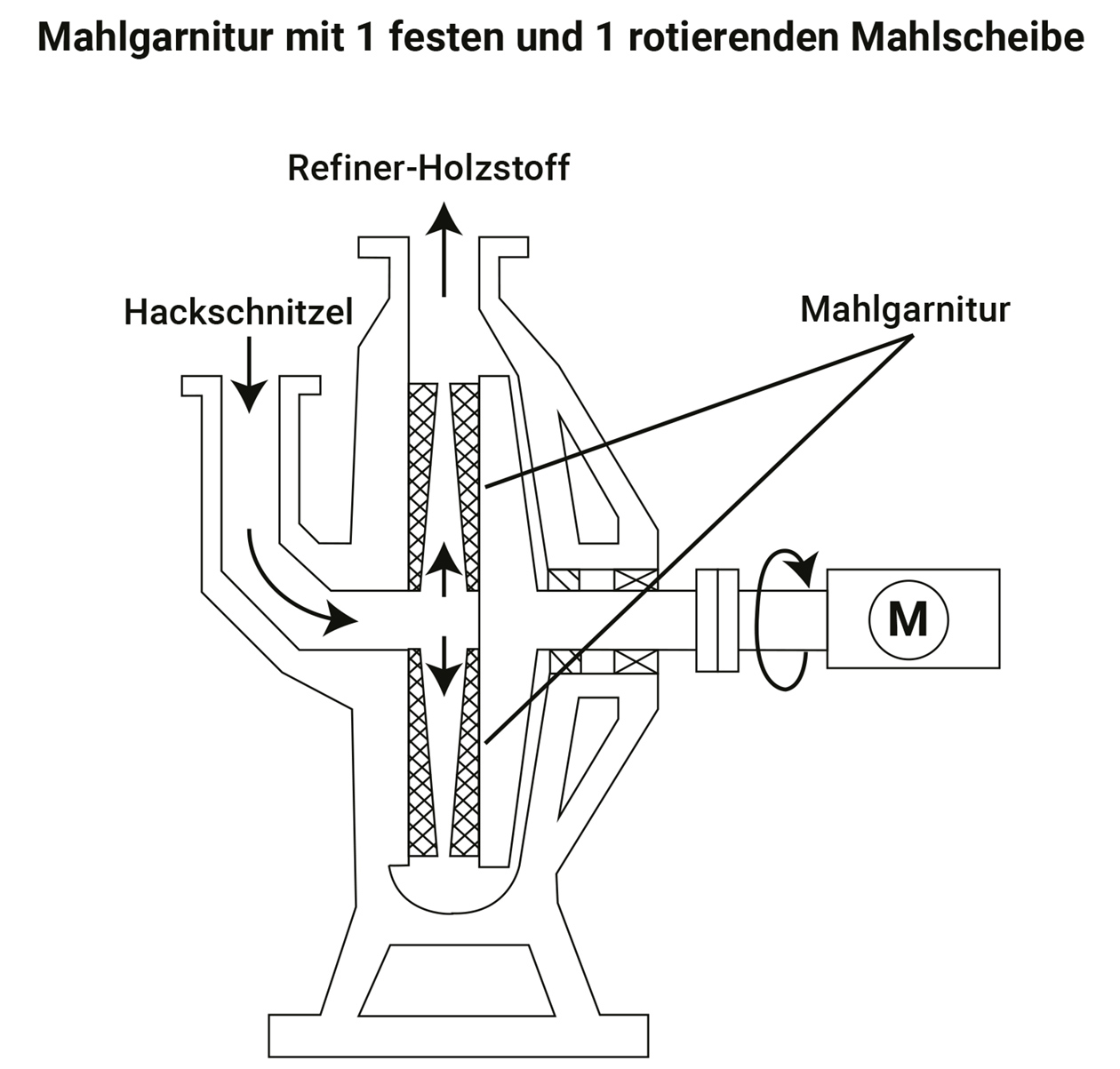
Die Hackschnitzel kommen in die Mitte und werden in die Mahlzone transportiert. ⇒ Die Reibung erzeugt Wärme. ⇒ Das Lignin wird weich. ⇒ Das Holz lässt sich in einzelne Fasern trennen.
Vorteile:
- Man kann Industrie-Restholz, Sägewerk-Abfälle und grobes Sägemehl verwenden.
- Lange und feste Fasern
- Wenig Splitter
Internationale Bezeichnung: Refiner-Mechanical-Pulp (RMP)
Thermisch / chemisch vorbehandelte Holzstoffe
Thermo-mechanischer Holzstoff (TMP)
Bei TMP werden die Hackschnitzel zuerst bis zu 3 Minuten lang mit 110 -130 C heißem Wasserdampf thermisch vorbehandelt, dann bei einem Überdruck von ca. 1 – 2 bar zwischen den Mahlscheiben gemahlen (zerfasert)
Vorteile:
- Sehr schonende Zerfaserung
- Lange geschmeidige Holzfasern, da nur wenige Fasern beschädigt werden.
- Unbeschädigte Fasern bewirken eine höhere Festigkeit.
- Qualitativ sehr hochwertiger Holzstoff
- Es gibt kaum Splitter.
Internationale Bezeichnung: Thermo-Mechanical-Pulp (TMP)
Abb. 3.1-4. Stetigschleifer. 1 Holz-Füllschacht, 2 Ketten, 3 Schleifstein, 4 Trog, 5 Spritzwasser, 6 Schärfkanone, 7 Auslauf
Chemisch-thermomechanischer Holzstoff (CTMP)
Beim CTMP werden die Hackschnitzel nicht nur mit Dampf, sondern auch mit Chemikalien vorbehandelt. Die Chemikalien sind meist Sulfiten und Bisulfiten. Die Chemikalien bewirken, dass sich Harze und Lignin im Holz lösen. Dadurch werden die Zellulosefasern teilweise ganz aus ihrem Verband gelöst.
Vorteile:
- Die Fasern bleiben lang und geschmeidig.
- Die Fasern bilden eine Vorstufe zum Zellstoff.
Internationale Bezeichnung: Chemical-Thermo-Mechanical-Pulp (CTMP)
Holz-Anteile und Papier-Qualität
Holz-Anteile im Papier können sich positiv und negativ auf die Papier-Qualität auswirken.
Positiv:
- Das Papier ist weniger durchsichtig (= höhere Opazität)
- Papier kann bei niedrigerem Flächengewicht verwendet werden, z.B. für Zeitungen
- Das Papier oder der Karton haben eine bessere Biegefestigkeit.
Negativ:
- Das Papier ist nicht so fest.
- Das Papier ist leicht gelb.
- Bei Lichteinwirkung kann es brüchig werden.
- Mehrlagiger Karton ist weniger spaltfest (= er spaltet sich schnell).
- Beim Schneiden und Falzen entsteht viel Staub.
Sonstige Rohstoffe für die Papier-Herstellung
Zellstoff
Zellstoff wird durch chemischen Aufschluss aus Holz gewonnen. Aufschluss bedeutet: Zerlegung in einzelne Fasern.
Verfahren:
- Holz wird zu Hackschnitzeln zerkleinert.
- Die Hackschnitzel werden in Säuren oder Laugen bei hohem Dampfdruck gekocht.
- Lignin und Harze lösen sich aus dem Holz.
- Man erhält ganze Zellstoff-Fasern, die sehr fest sind.
Vorteile:
- Papiere und Kartons aus Zellstoff sind sehr fest, zäh, elastisch und formbar.
- Bei Lichteinwirkung vergilben sie nicht.
Hinweis:
Papiere aus Zellstoff nennt man holzfrei, obwohl der Rohstoff Holz ist.
Hadernstoffe
Hadernstoffe sind pflanzliche Faserstoffe, die aus alten Textilien (Baumwolle, Leinen, Hanf, Flachs) gewonnen werden. Die Fasern sind lang, biegsam und sehr fest. Hadernstoffe sind die ältesten und edelsten Halbstoffe für die Papiererzeugung.
Hadernpapiere sind heute aus einer Mischung: reiner Zellstoff, Baumwoll-Linters und recycelten Textilien.
Verwendung von Hadernpapier
Hochwertige Papiere, die falz- und knitterfest sein müssen, z.B. für Geldscheine und Urkunden.
Synthetische Fasern
Synthetische Fasern sind Kunststoffe, die aus Großmolekülen aufgebaut sind.
Die Fasern entstehen durch Spinnen und Spritzen. Um ein Blatt Papier herzustellen, werden die synthetischen Fasern miteinander verklebt.
Vorteile:
- Synthetische Fasern sind sehr fest.
- Sie nehmen kein Wasser auf.
- Sie verrotten nicht.
- Sie verfilzen nicht.
- Es gibt auch wasserfeste Sorten.
Faserstoffe aus Altpapier
Man kann auch aus Altpapier wieder Fasern gewinnen. Diese nennt man Sekundärfasern. Über 40 % der Faserstoffe werden heute aus Altpapier gewonnen.
Die Qualität des Faserstoffes ist abhängig von der Qualität des Altpapiers. Zum Beispiel davon, wie stark ein Papier verschmutzt ist oder wieviel Farbe es enthält.
Verwendung von Altpapier
Umweltpapier, Packpapier, Karton und Pappe.
Papier-Arten
Man unterscheidet die Papier-Arten nach den Faserstoffen:
Papier-Art | Faserstoffe | Verwendung für … |
Hadernpapier | 100% Hadernhalbstoff | Handgeschöpfte Büttenpapiere Geldscheine Wichtige Dokumente |
Hadernhaltiges Papier | Mind. 10% Hadernhalbstoff Hauptanteil: Zellstoff holzfrei | Sehr gute Schreibpapiere sehr gute Zeichenpapiere Dünnpapiere Bibeldruck-Papiere |
Holzfreies Papier | 100% Zellstoff (bis 5% verholzte Fasern erlaubt) | Gute Schreibpapiere Gute Druckpapiere Vorsatz-Papiere Überzug-Papiere |
Holzhaltiges Papier | 10 – 90% Holzstoff Einteilung: fast holzfrei leicht holzfrei mittelfein (30 – 50% Holzstoff) stark holzhaltig (bis 90% Holzstoff) | Zeitungspapier Zeitschriftenpapier Billige Schreibpapier Papier für Massendruck |
Synthetisches Papier | 100% Kunststoff-Fasern (manchmal auch mit etwas Zellstoff) | Ausweise Führerscheine Wasserfeste Landkarten |
Einfluss der Stoffmahlung und der Zusatzstoffe auf die Papiereigenschaften
Unter Stoffmahlung versteht man eine mechanische Bearbeitung der Faser. Dabei werden die in Wasser aufgeschwemmten Fasern zwischen rotierenden Messern entweder geschnitten oder gequetscht. Mahlgeräte sind der veraltete, diskontinuierlich arbeitende Holländer und der moderne, kontinuierlich arbeitende Scheiben- oder Kegelrefiner (Kegelstoffmühle). Die Aufgabe der Mahlung besteht darin, bestimmte Papiereigenschaften zu entwickeln.
Bei der schneidenden Mahlung (rösche Mahlung) werden die Fasern senkrecht zu ihrer Längsachse abgeschnitten. Die Faserhohlräume bleiben erhalten, nur die Faserlänge wird gekürzt. Rösch gemahlener Faserstoff entwässert leichter auf der Papiermaschine und ergibt ein voluminöses, weiches, saugfähiges und opakes (undurchsichtiges) Papier von geringerer Festigkeit. Beispiele für Papiere mit rösch gemahlenem Faserstoff sind Werkdruckpapiere, Löschpapiere, Hygienepapiere.
Bei der quetschenden Mahlung (schmierige Mahlung) werden die Fasern in ihrer Längsachse aufgerissen und in ihre Fibrillen (feinste Einzelfäserchen) aufgespalten. Die Faserhohlräume gehen verloren, die Oberfläche wird vergrößert, die Faserlänge bleibt erhalten. Bei der Blattbildung lagern sich die Fasern enger, das gegenseitige Verfilzen wird begünstigt. Dies ergibt ein sehr dichtes, wenig saugfähiges Papier mit hoher Transparenz und sehr guten Festigkeitseigenschaften. Beispiele für Papiere mit sehr schmierig gemahlenem Faserstoff sind Pergamentersatzpapier, Transparentpapier, Pergaminpapier.
Die meisten Papierarten der Buchbinderei liegen in der Mahlung zwischen den beschriebenen Extremen der röschen und stark schmierigen Mahlung.
Hilfsstoffe sind nichtfasrige Zusatzstoffe zum Papier. Hierzu gehören:
• Füllstoffe,
• Leimstoffe,
• Farbstoffe sowie
• spezielle Hilfsstoffe.
Sie verleihen dem Papier spezielle Eigenschaften die durch Faserstoffe allein nicht erreichbar sind.
- Zum Verfassen von Kommentaren bitte anmelden.
Stoffmahlung und Zusatzstoffe
Bei der Stoffmahlung werden Fasern, die vorher in Wasser aufgeschwemmt sind, geschnitten oder gequetscht.
Mahlgeräte: Holländer (veraltet), Scheiben-Refiner, Kegel-Refiner (Kegelstoffmühle). Alle Geräte haben rotierende Messer.
Die Papier-Eigenschaften kann man schon beim Mahlen beeinflussen und mitbestimmen.
Man unterscheidet 2 Arten der Mahlung:
- schneidende Mahlung (rösche Mahlung)
- quetschende Mahlung (schmierige Mahlung)
Schneidende (= rösche) Mahlung:
Merkmale:
- Die Fasern werden senkrecht zu ihrer Längsachse abgeschnitten.
- Die Faser-Hohlräume bleiben erhalten, die Faser wird nur gekürzt.
- In den hohlen Fasern kann sich Wasser einlagern.
Eigenschaften von Papier mit diesen Fasern:
- sehr saugfähig, da sich Wasser in den hohlen Faser einlagern kann
- weich und nicht so fest
- opak (undurchsichtig)
Beispiele: Werkdruckpapiere, Löschpapiere, Hygienepapiere.
Quetschende (= schmierige) Mahlung:
Merkmale:
- Die Fasern werden gequetscht uns in feinste Einzelfäserchen aufgerissen.
- Die Faser-Hohlräume werden zerstört, die Faser-Länge bleibt gleich.
- Die Faser-Oberfläche wird größer.
Eigenschaften von Papier mit diesen Fasern:
- Die Fasern liegen enger/dichter und verfilzen mehr.
- wenig saugfähig
- sehr fest
- transparent (durchsichtig)
Beispiele: Pergamentpapier, Transparentpapier , Pergaminpapier.
Mahlung | Faser | Eigenschaft |
Schneidend (= rösch) | gekürzt Faser-Hohlraum intakt | sehr saugfähig weich opak (undurchsichtig) |
Quetschend (= schmierig) | nicht gekürzt Faser-Hohlraum zerstört | wenig saugfähig sehr fest transparent (durchsichtig) |
Hilfsstoffe (= Zusatzstoffe):
a) Füllstoffe
b) Leimstoffe
c) Farbstoffe
d) spezielle Hilfsstoffe.
Mit Hilfsstoffen kann man dem Papier bestimmte Eigenschaften geben.
a) Füllstoffe
Füllstoffe sind weiße, nicht-wasserlösliche Verbindungen (Pigmente). Sie sollen die winzigen Zwischenräume zwischen den verfilzten Fasern ausfüllen. Ihr Anteil ist bis 30%.
Füllstoffe sind meist Mineralstoffe, z. B. Kaolin (Porzellanerde oder weiße Tonerde), Talkum (feines Puder aus einem Mineral) Kreide, Gips.
Positive Einflüsse auf die Papier-Qualität (vor allem bei grafischen Papieren):
- Die Oberfläche wird glatter, auch beim Satinieren.
- Das Papier wird undurchsichtiger.
- Das Papier wird weißer.
- Das Papier wird weicher.
- Das Papier nimmt Druckfarbe besser auf.
- Die Plan-Lage wird besser, es liegt plan (flach, eben).
- Man braucht weniger teure Faserstoffe. Das Papier wird billiger.
Negative Einflüsse auf die Papier-Qualität
- Das Papier wird weniger fest und weniger dehnbar. Dann kann man Karton nicht mehr gut rillen (eine Linie eindrücken, an der man gut falten kann).
- Es gibt viel Staub, z. B. beim Schneiden.
- Die Standzeiten bei Schneidmessern sind kürzer.
- Das Papier wird schwerer, es hat ein höheres Papier-Gewicht.
b) Leimstoffe
Leimstoffe sind Naturharze, Kunstharze und Stärke. Die Leimung soll das Papier weniger saugfähig machen.
Nachteile bei Papier mit hoher Saugfähigkeit:
- Tinte verläuft beim Schreiben
- Klebstoff zieht ein und durchweicht das Papier. Man kann das Papier dann schlecht verarbeiten, z.B. beim Kaschieren.
Die Menge der Leimung ist unterschiedlich, je nach der Papier-Art.
Papier-Art | Leimung | Begründung |
Schreibpapier | Voll-Leimung | Damit man mit Tinte schreiben kann |
Vorsatz-Papier | Wenig Leimstoffe | Damit sich Klebstoff gut mit dem Papier verbindet |
Löschpapier | Keine Leimstoffe | Damit das Papier sehr saugfähig ist |
Man unterscheidet :
- Stoff-Leimung: Die Leimstoffe werden direkt in die Papiermasse gemischt.
- Oberflächen-Leimung: die Leimstoffe werden auf die Papierbahn gebracht.
c) Farbstoffe
Man unterscheidet:
- Stoff-Färbung:
Die Farbstoffe werden direkt in die Papiermasse gemischt. Vorsatz- und Überzugspapiere sollen im Stoff gefärbt sein, damit man z.B. Beschädigungen nicht so gut sieht. - Oberflächen-Färbung:
Die Farbstoffe werden auf die Papierbahn gebracht. Hier sieht man beim Schneiden oder Reißen das weiße Papier.
Weiße Papiere werden oft bläulich getönt, damit man den Gelbstich vieler Faserstoffe nicht sieht. Das Papier wirkt weißer.
Farbstoffe für farbige Überzugs- und Vorsatzpapiere müssen lichtecht, wasserfest, scheuerfest und säure- und laugenecht sein.
d) Spezielle Hilfsstoffe
Optische Aufheller verwandeln ultraviolettes Licht in blaues Licht. Dadurch wirkt das Papier heller und weißer.
Andere Zwecke: Papier flammsicher machen, vor Insekten schützen u.a.
Herstellung der Papier-, Karton- und Pappenbahn
Ist der Faserstoff gemahlen und gereinigt, werden die Hilfsstoffe zugesetzt. Es entsteht der Ganzstoff. Dieser Ganzstoff wird auf eine Stoffdichte von 0,5 bis 2 % verdünnt und fließt auf die Papiermaschine.
Papiermaschinen können unterteilt werden in Lang- und Rundsiebmaschinen. Sie unterscheiden sich voneinander hauptsächlich in der Siebpartie.
Die Langsiebmaschine ist heute die häufigste Ausführung. Es werden auf ihr in großen Mengen überwiegend die Schreib- und Druckpapiere hergestellt. Ein endloses Bronze- oder Kunststoffsieb läuft horizontal über eine Anzahl von Rollen, Abstreichern und Saugkästen, durch welche es getragen, gespannt und der Stoffbrei entwässert wird. Der Faserbrei wird durch den Stoffauflauf auf das Sieb gebracht und das Faservlies, das sich durch die Entwässerung gebildet hat, am Ende wieder abgenommen.
Zur Vermeidung der Zweiseitigkeit des Papiers, zur schnelleren Entwässerung der Bahn und zur Erzielung höherer Produktionsgeschwindigkeiten werden Doppelsiebmaschinen eingesetzt. Durch Doppelsiebformer zieht man das Wasser beidseitig ab. Die Doppelsiebtechnik wird heute vielfach zur Herstellung von Hygiene- und Zeitungsdruckpapieren und holzfreien Druck- und Schreibpapieren eingesetzt.
Rundsiebmaschinen werden vor allem zur Herstellung von Maschinenbütten- und Spezialpapieren, Kartons und Pappen eingesetzt. Das Sieb dieser Papiermaschine hat eine zylindrische Form. Dieser Zylinder dreht sich und läuft dabei durch einen Trog, in dem sich der mit Wasser aufbereitete Faserbrei befindet. Beim Durchlaufen des Siebes durch den Faserbrei bleibt ein Teil der Fasern als dünne Schicht auf der Außenseite des Siebes hängen und wird herausgeschöpft. Das überschüssige Wasser des geschöpften Faserbreis fließt durch das Sieb ins Innere des Zylinders ab. Nach etwa einer halben Umdrehung wird die noch feuchte Papierbahn von einem endlos über ein Walzensystem laufenden Filztuch abgegautscht (abgehoben).
Jede Papiermaschine, ob Lang- oder Rundsieb, besteht aus drei großen Abschnitten:
der Siebpartie, der Pressenpartie und der Trockenpartie. Obwohl sich die einzelnen Abschnitte in der Bauweise stark voneinander unterscheiden können, laufen auf ihnen jedoch dieselben Vorgänge ab.
Die Siebpartie umfasst jenen Teil der Papiermaschine, wo der stark verdünnte Ganzstoff auf das Sieb auffließt und so weit entwässert wird, dass sich ein endloses, nasses Faservlies bildet. Man nennt diesen Vorgang Blattbildung. Während das Wasser durch die Siebmaschen hindurch abgezogen wird und sich die Fasern auf dem Sieb ablagern und miteinander verfilzen, werden sie auch in der Lauf- oder Drehrichtung des Siebes ausgerichtet. Es entsteht die Laufrichtung des Papiers.
Bedingt durch die Struktur des Siebes entsteht in der Siebpartie auch die Zweiseitigkeit des Papiers. Wir bezeichnen die auf dem Sieb liegende Seite als Siebseite, da sie eine leichte Siebmarkierung zeigt. Die obere Seite wird vom Papiermacher als Oberseite, vom Buchbinder als Filzseite bezeichnet.
Während der Blattbildungsphase entsteht in der Siebpartie auch das echte Wasserzeichen. Mit dem Egoutteur, einer siebbespannten Walze, die die Form des späteren Wasserzeichens erhaben trägt, wird es an der Oberseite in die noch nasse Papierbahn eingedrückt. Dabei wird an den betreffenden Stellen der Faserstoff verdrängt. Es entstehen dünnere Stellen im Papier.
In der Pressenpartie wird die gebildete Papierbahn, die noch etwa 80 % Wasser enthält, durch Pressdruck und Vakuum entwässert. Durch den aufgebrachten Druck erfolgt ferner eine weitere Verdichtung der Papierbahn.
In der Trockenpartie wird die Restfeuchte von immer noch 40–50 % entzogen. Dabei wird die Papierbahn schlangenförmig über dampfbeheizte Trockenzylinder geführt, wobei das Restwasser verdunstet.
Meist durchläuft die Papierbahn nach den Trockenzylindern noch ein einfaches Glättwerk.
Es werden Unebenheiten des nunmehr trockenen Fasergefüges ausgeglichen und die Oberfläche leicht geglättet. Papier, das nach dieser Behandlung die Papiermaschine verlässt, heißt „maschinenglatt“.
Da sich die Papierbahn in der Trockenpartie stark erwärmt hat, wird sie noch über Kühlzylinder geführt.
- Zum Verfassen von Kommentaren bitte anmelden.
Herstellung der Papier-, Karton- und Pappenbahn
Aus den Faserstoffen, den Halb-Stoffen und den Hilfsstoffen entsteht der Ganzstoff. Der Ganzstoff wird verdünnt (Dichte 0,5 bis 2 %) und fließt auf die Papiermaschine.
2 Typen von Papiermaschinen
Sie unterscheiden sich hauptsächlich in den Sieben:
- Langsieb-Maschinen
- Rundsieb-Maschinen
1. Langsieb-Maschine
Die Langsieb-Maschine ist die häufigste Maschine.
Arbeitsablauf:
Der Faserbrei wird durch den Stoffauflauf gleichmäßig auf das Sieb verteilt. Das Sieb ist ein endloses Bronze- oder Kunststoffsieb. Es läuft horizontal über Rollen, Abstreicher und Saugkästen. Dabei wird der Faserbrei entwässert und es bildet sich ein Faservlies.
Am Ende wird das Faservlies wieder abgenommen.
Abb. 3.1-5: Langsiebmaschine
Hinweis:
Ober- und Unterseite des Papiers dürfen nicht verschieden sein.
Deshalb gibt es Doppelsieb-Maschinen.
Vorteile von Doppelsieb-Maschinen:
- Das Wasser wird auf beiden Seiten abgezogen.
- Sie arbeiten schneller.
Verwendung: Hygienepapiere, Zeitungspapiere, holzfreie Druck- und Schreibpapiere
Abb. 3.1-6 Doppelsieb-Maschine: 1 Stoffauflauf, 2 Brustwalze, 3 Siebtisch, 4 Entwässerungskasten, 5 Stütztisch mit Formierungsleisten, 6 Siebleitwalzen, 7 Trennsauger, 8 Siebsaugwalz, 9 Filzbahn, 10 Abnahmewalze, 11 Filzbahn und Papier
2. Rundsieb-Maschinen
Die Rundsieb-Maschine wird seltener verwendet. Sie arbeitet langsamer und ist vor allem für hochwertige Papiere.
Arbeitsablauf:
Das Sieb hat eine Zylinder-Form. Der Zylinder dreht sich und läuft dabei durch eine Wanne mit dem Faserbrei. Eine dünne Faserschicht bleibt außen an dem Sieb hängen. Das Wasser tropft innen ab.
Nach ungefähr einer halben Umdrehung wird die Papierbahn von einem Filztuch abgehoben (abgegautscht). Das Filztuch läuft über ein Walzensytem.
Verwendung: Hochwertige Papiere, Spezialpapiere, Maschinenbüttenpapiere, Kartons und Pappen.
Abb. 3.1-6: Rundsieb-Maschine
Teile der Langsieb- oder Rundsieb-Maschine
- Siebpartie
- Pressenpartie
- Trockenpartie
Der Arbeitsablauf ist bei beiden Maschinen grundsätzlich gleich.
Siebpartie
In der Siebpartie fließt stark verdünnter Ganzstoff auf das Sieb. Er wird entwässert und bildet ein endloses, nasses Faservlies. Man nennt das „Blattbildung“.
Beim Entwässern lagern sich die Fasern auf dem Sieb ab und verfilzen miteinander. Dabei werden sie auch in der Lauf- oder Drehrichtung des Siebes ausgerichtet. Es entsteht die Laufrichtung des Papiers.
In der Siebpartie entsteht auch die Zweiseitigkeit des Papiers.
Es gibt eine Sieb-Seite und eine Filz-Seite.
- Die Filz-Seite ist die Oberseite.
- Die Sieb-Seite liegt auf dem Sieb und zeigt eine leichte Siebmarkierung = Unterseite.
Auf der Oberseite wird das echte Wasserzeichen eingedrückt.
Dafür braucht man einen Egoutteur (s. Abb. Langsiebmaschine). Ein Egoutteur ist eine Walze mit leichten Erhöhungen. Sie ist mit einem Siebgewebe bespannt. Die Erhöhungen bilden eine Form, wie bei einem Stempel. Die erhöhte Form wird gegen das nasse Papier gedrückt, so dass das Papier an diesen Stellen etwas dünner wird.
Pressenpartie
Wenn das Papier in die Pressenpartie kommt, hat es immer noch ungefähr 80 % Wasser. Nun wird die Papierbahn durch Pressdruck und Vakuum entwässert und verdichtet.
Trockenpartie
In der Trockenpartie enthält das Papier immer noch 40–50 % Wasser. Deshalb wird es jetzt schlangenförmig über dampfbeheizte Trockenzylinder geführt. Dabei verdunstet das Restwasser.
Meist läuft Papierbahn nach den Trocknen noch durch ein einfaches Glättwerk. Hier werden Unebenheiten des Papiers ausgeglichen und die Oberfläche leicht geglättet. Dieses Papier nennt man „maschinenglatt“.
Da das Papier in der Trockenpartie sehr warm wird, läuft es noch über Kühl-Zylinder.
Abb. 3.1-8: Papiermaschine (Langsiebmaschine): 1 Stoffauflauf, 2 Siebpartie mit Egoutteur, 3 Pressenpartie, 4 Vortrockenpartie, 5 Leimpresse, 6 Nachtrockenpartie, 7 Glättwerk, 8 Kühlzylinder, 9 Aufrollung
Papiere nach ihrer Oberflächenbeschaffenheit
Viele Papiere werden nicht so weiterverarbeitet, wie sie aus der Papiermaschine kommen, sondern erhalten eine Oberflächenveredelung. Man unterscheidet folgende große Gruppen:
• maschinenglatte Papiere,
• satinierte Papiere,
• geprägte Papiere,
• gestrichene Papiere,
• beschichtete Papiere.
Maschinenglatte Papiere: Papiere, so wie sie aus der Papiermaschine kommen, werden als maschinenglatt bezeichnet. Sie besitzen eine noch weitgehend raue Oberfläche. Die Ober- und Unterseite (Filz- und Siebseite) sind teilweise noch gut zu erkennen. Diese Papiere werden auch als „Naturpapiere“ bezeichnet. Für viele Druckerzeugnisse, besonders für den Druck von Bildern und Halbtönen, ist diese Oberfläche unbrauchbar. Es muss eine Nachbehandlung oder Veredelung der Oberfläche vorgenommen werden.
Satinierte Papiere: Durch das Satinieren erhalten maschinenglatte Papiere eine geschlossene, glatte Oberfläche. Dieser Arbeitsvorgang erfolgt im Kalander. Kalander stellen ein bis zu 10 Meter hohes Walzenwerk dar, das aus 14 oder mehr übereinander angeordneten Walzen besteht. Dabei wechseln immer Walzen mit glatter, harter Stahloberfläche mit Walzen weicherer Oberfläche aus einem Papierbelag ab. Das ungeglättete, durch Dampf oder Besprühen auf optimaler Bearbeitungsfeuchte gehaltene Papier durchläuft schlangenförmig das unter hohem Druck stehende Walzensystem. Durch diesen Bügeleffekt wird die Papierbahn glatt, glänzend und dichter.
Geprägte Papiere: Als Überzugsmaterial werden Papiere und Kartons zum Teil mit einer Struktur versehen. Die Oberfläche erhält ihr Aussehen mittels Prägekalander, der eine gravierte Stahlwalze enthält. So entstehen Papiere, die gerippt, genarbt, geadert oder gehämmert sind.
Gestrichene Papiere: Für anspruchsvolle und hochwertige Druckerzeugnisse (Bildwiedergaben) benötigt man sehr geschlossene und glatte Oberflächen. Da dies durch das Satinieren nicht optimal zu erreichen ist, wird den entsprechenden Papieren oder Kartons in Streichmaschinen eine Streichmasse aus Pigmenten (z. B. Kaolin, Kreide, Satinweiß), Bindemitteln (Kunststoff-Dispersionen, Stärke oder Kasein) und Streichhilfsmitteln aufgebracht, gleichmäßig verteilt, getrocknet und adressiert. Je nach Zusammensetzung der Streichmasse, des angewandten Streichverfahrens und der Stärke des Satinierens erhalten wir glänzende oder matte Oberflächen.
Wird die Streichmasse nur auf einer Seite aufgebracht, spricht man von einseitig gestrichenen Papieren oder Chromopapieren.
Es gibt verschiedene Streichverfahren.
Beim Klebebinden spielt die Auftragsmenge des Papierstriches eine wesentliche Rolle. Die Verklebbarkeit gestrichener Papier wird aber auch vom Faseranteil im Papier, der Rezeptur, der Verdichtung des Papiergefüges und den Glättewerten beeinflusst.
Thermoplastische Substanzen im Strichauftrag können durch den Fräsprozess im Klebebinder eine Versiegelung der Blattkanten bewirken, womit die Adhäsionsbildung stark gemindert wird. Deshalb müssen bei der Rückenbearbeitung die vorgeschriebenen Kerbtiefen sowie die entsprechenden Kerbabstände eingehalten werden.
Beschichtete Papiere: Eine weitere Form der Veredelung oder Oberflächenart ist das Beschichten, z. B. mit Kunststoffen oder Lacken, um das Papier oder den Karton wisch- und wasserfest oder sogar aromadicht zu machen. Als Veredelung gilt außerdem das Kaschieren, z. B. das Zusammenfügen von Papier und Karton, Papier/Papier/Kunststoff- bzw. Metallfolien mit Papier, Karton oder Pappe.
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere nach ihrer Oberfläche
Viele Papiere werden nicht so verwendet, wie sie aus der Papiermaschine kommen. Sie werden weiterbearbeitet. Sie bekommen eine Oberflächen-Veredelung.
Man unterscheidet:
- Maschinenglatte Papiere
- Satinierte Papiere
- Geprägte Papiere
- Gestrichene Papiere
- Beschichtete Papiere
Maschinenglatte Papiere
Papiere aus der Papiermaschine. Die Oberfläche ist noch rau. Ober- und Unterseite kann man noch erkennen. Diese Papiere nennt man auch Naturpapier.
Naturpapier ist nicht geeignet für den Druck von Bildern und Halbtönen. Man muss das Papier nachbehandeln oder die Oberfläche veredeln.
Satinierte Papiere
Im Kalander werden maschinenglatte Papiere satiniert. Sie bekommen eine geschlossene, glatte Oberfläche.
Der Kalander ist ein Glätt-Werk aus Stahlwalzen und Papierwalzen. Die Walzen stehen übereinander, abwechselnd Stahlwalzen mit glatter, harter Oberfläche und Papierwalzen mit weicherer Oberfläche.
Das Papier läuft unter hohem Druck schlangenförmig durch die Walzen. Dabei wird es mit Dampf besprüht, wie beim Bügeln. Dadurch wird die Papierbahn glatt, glänzend und dichter.
Abb. 3.1-9: Kalander. 1 Abrollung des unsatinierten Papiers, 2 Leitwalzen, 3 Zugmesswalze, 4 Hartgusswalze, 5 Papierwalze, 6 Poperoller mit Tragtrommel (links) und Tambour (rechts)
Geprägte Papiere
In einem Präge-Kalander können Papiere und Kartons eine Struktur bekommen. Präge-Kalander haben eine gravierte Stahlwalze. So entstehen gerippte, genarbte, geaderte oder gehämmerte Papiere.
Gestrichene Papiere
Für hochwertige Drucke mit Bildern braucht man sehr geschlossene und glatte Oberflächen. In Streich-Maschinen wird eine Masse auf dem Papier gleichmäßig verteilt und getrocknet.
Die Masse besteht aus
- Pigmenten (z. B. Kaolin, Kreide, Satinweiß),
- Bindemitteln (Kunststoff-Dispersionen, Stärke oder Kasein) und
- Streich-Hilfsmitteln.
Die Oberfläche kann matt, seidenmatt (halbmatt) oder glänzend sein, je nach
- Zusammensetzung der Streich-Masse,
- Streich-Verfahren,
- Stärke des Satinierens.
Die Streich Masse kann auf 2 Seiten auftragen werden oder nur auf 1 Seite.
1-seitig gestrichenes Papier heißt auch Chromopapier.
Das Bild zeigt eine Walzen-Streichmaschine für 2-seitig gestrichenes Papier.
Abb. 3.1-10: Streich-Maschine: 1 Farbsumpf, 2 Farbwalzen, 3 Verreibe- und Verteilerwalzen, 4 Auftragswalzen, 5 ungestrichene Papierbahn, 6 Gegendruck-Zylinder, 7 Papierbahn einseitig gestrichen, 9 Papierbahn beidseitig gestrichen
Gestrichenes Papier gut geeignet zum Bilder-Drucken, weil es die Druckfarbe nicht aufsaugt. Dann sind die Konturen und Farbunterschiede genauer.
Beschichtete Papiere
Mit einer Beschichtung (z. B. mit Kunststoff oder Lack) kann man Papier oder Karton wasserfest machen. Dann kann man das Papier oder den Karton feucht abwischen. Es gibt auch aromadichte Beschichtungen, z.B. für die Verpackung von Gewürzen.
Kaschieren
Beim Kaschieren werden 2 Flächen aufeinander geklebt.
Man kann z.B. Kunststoff- oder Metall-Folie auf Papier oder Pappen aufkleben.
Lieferformen von Papier
Rollenpapier: Auf Rollenschneidmaschinen wird die Papierbahn von der papiermaschinenbreiten Rolle (in der Fachsprache Tambour genannt) auf die vom Kunden gewünschte Rollenbreite geschnitten, auf Hülsen aufgeteilt und verpackt.
Formatpapier: Papier, das die Papierfabrik in Form von Bogen verlässt, heißt Formatpapier. Dazu müssen die aus dem Tambour geschnittenen kleineren Rollen noch in Querschneidern zu Bogen geschnitten werden. Sortierquerschneider erlauben neben dem Formatschneiden auch eine automatische Fehlererkennung der einlaufenden Bahn, beispielsweise auf Löcher, Verdickungen und Farbabweichungen. Fehlerhafte Bogen werden von der Maschine als Ausschuss ausgesondert. An Sortierschneidern können wegen der Kontrollfunktion nur eine oder zwei Bahnen geschnitten werden; an normalen Querschneidern wird mit einem Schnittgewicht von 500 bis 600g gearbeitet, d. h., bei einem Flächengewicht von 100 g/m2 werden fünf oder sechs Rollen gleichzeitig geschnitten. Das abgezählte Papier wird in Paketen von 100, 250 oder 500 Bogen je Ries auf Paletten, in Ballen oder Schachteln verpackt.
Formatpapier und Laufrichtung: Bei maschinell hergestellten Papieren richten sich die Fasern auf dem Sieb der Papiermaschine vorwiegend parallel zur Laufrichtung der Papierbahn aus. Die Kenntnis der Laufrichtung ist von großer Wichtigkeit, da Papier in der Laufrichtung eine höhere Festigkeit aufweist und sich bei Feuchtigkeitsaufnahme weniger dehnt als in der Querrichtung. Für die Weiterverarbeitung spielt die Wahl der Laufrichtung eine entscheidende Rolle. Bei der Buch- und Broschurenherstellung muss der zu leimende Rücken in der Laufrichtung liegen, da die Feuchtdehnung in der Längsrichtung am geringsten ist. Auch bei Vorsatz- und Überzugspapieren soll die Laufrichtung parallel zum Rücken sein. Die Kenntnis der Laufrichtung ist auch wichtig für alle Falzarbeiten. Am besten und saubersten lässt sich Papier in Laufrichtung falzen.
Je nachdem, wie Bogen aus der Papierbahn herausgeschnitten werden, liegen die Fasern parallel zur längeren oder kürzeren Bogenseite. Um die Laufrichtung eines Papierbogens zu kennzeichnen, bedient man sich der Ausdrücke „Schmalbahn“ und „Breitbahn“. Normalerweise ist auf den Papierpackungen die Laufrichtung mit einem Pfeil bezeichnet.
Die Kennzeichnung der Laufrichtung bei Bogenpapier kann geschehen durch
• die Bezeichnung „Schmalbahn“ und „Breitbahn“,
• Unterstreichen einer Zahl bei der Formatangabe,
• einen Pfeil auf der Verpackung,
• ein großes M bei der Formatangabe,
• die Buchstaben S oder B oder SB bzw. BB besonders bei DIN-Formaten.
Beispiel 1: Schmalbahn
61 x 86 cm SB (Laufrichtung des Bogens: 86 cm)
61 x 86 cm (Dehnrichtung des Bogens: 61 cm)
61 x 86 M (Maschinenrichtung = Stofflauf: 86 cm)
Beispiel 2: Breitbahn
61 x 86 cm BB (Laufrichtung des Bogens: 61 cm)
61 x 86 cm (Dehnrichtung des Bogens: 86 cm)
61 M x 86 (Maschinenrichtung = Stofflauf; 61 cm)
- Zum Verfassen von Kommentaren bitte anmelden.
Liefer-Formen von Papier
Rollenpapier
Die Papierbahn wird auf Rollen-Schneidmaschinen auf eine bestimmte Breite geschnitten. Dann wird sie auf einen Zylinder gewickelt. Er besteht aus einem Holz-, Papp- oder Stahlkern. Dieser Zylinder ist der sogenannte Tambour.
Der Tambour läuft beim Aufwickeln etwas schneller als die Papierbahn, damit eine Zugspannung entsteht und das Papier gleichmäßig aufgewickelt wird.
Formatpapier
Formatpapier ist Papier, das auf ein Format geschnitten ist (= Bogen).
Querschneider schneiden das Rollenpapier mit Längsschnitten und Querschnitten auf ein bestimmtes Format.
Sortier-Querschneider (kurz: Sortierschneider) können außerdem Fehler erkennen, z.B. Verdickungen, kleine Löcher oder Farbabweichungen. Fehlerhafte Bogen sortieren sie automatisch aus. Sortierschneider können immer nur 1 oder 2 Bahnen schneiden, weil sie das Papier gleichzeitig kontrollieren.
Normale Querschneider arbeiten mit einem Schnittgewicht von 500 bis 600g. Das bedeutet: Bei einem Papiergewicht von 100 g/m2 werden 5 oder 6 Rollen gleichzeitig geschnitten.
Verpackung
Das Papier wird in Paketen von 100, 250 oder 500 Bogen je Ries auf Paletten, in Ballen oder Schachteln verpackt. Ein Ries ist eine Mengeneinheit für Formatpapier. Die Menge der Papierbogen ist abhängig vom Papiergewicht.
Beispiel: 1 Ries A4 Papier mit 80 g/m² = 500 Bogen
Formatpapier und Laufrichtung
Bei maschinell hergestellten Papieren richten sich die Fasern in der Laufrichtung des Siebes aus. Das ist parallel zur Laufrichtung der Papierbahn.
Die Faser-Laufrichtung hat Auswirkungen auf
- die Falz-Eigenschaften (In Laufrichtung kann man besser falzen.)
- die Reißfestigkeit (In Laufrichtung ist Papier fester.)
- die Ausdehnung bei Feuchtigkeit (In Laufrichtung dehnt sich Papier weniger aus als in Querrichtung.)
Die Dehnrichtung liegt quer zur Laufrichtung. Sie heißt Dehnrichtung, weil sich das Papier in diese Richtung ausdehnt, wenn es feucht wird.
Laufrichtung und Weiterverarbeitung
Bei der Weiterverarbeitung ist die Laufrichtung besonders wichtig.
- Der Rücken von Büchern und Broschuren muss in der Laufrichtung liegen.
- Bei Vorsatz- und Überzugpapieren muss die Laufrichtung parallel zum Rücken sein.
- Falzen gelingt in Laufrichtung am besten.
Kennzeichnung der Laufrichtung
Man unterscheidet Schmalbahn und Breitbahn.
Bei Schmalbahn-Papier werden die Bogen aus einer schmalen Rolle geschnitten (Kurzbezeichnung: SB). Die Laufrichtung ist parallel zur langen Seite.
Abb. Laufrichtung Schmalbahn
Bei Breitbahn-Papier werden die Bogen aus einer breiten Rolle geschnitten (Kurzbezeichnung: BB). Die Laufrichtung ist parallel zur kurzen Seite.
Abb. Laufrichtung Breitbahn
Wie wird die Laufrichtung von Papier angezeigt?
- Mit der Bezeichnung „Schmalbahn“ und „Breitbahn“.
- Mit den Buchstaben SB oder BB, besonders bei DIN-Formaten.
- Bei der Format-Angabe ist ein großes M (für Maschinen-Laufrichtung).
- Bei der Format-Angabe ist eine Zahl unterstrichen. Das ist die Dehnrichtung.
- Auf der Verpackung zeigt ein Pfeil die Laufrichtung an.
Schmalbahn SB | Breitbahn BB | Anmerkung |
Rechteck mit Pfeil einfügen
| Rechteck mit Pfeil einfügen |
|
70 x 100 (SB) | 70 x 100 (BB) | Laufrichtung d. Bogens: 100 / 70 cm |
70 x 100 M | 70 M x 100 | Laufrichtung d. Bogens: 100 / 70 cm |
70 x 100 cm | 70 x 100 cm | Dehnrichtung des Bogens: 70 / 100 cm |
DIN-Formate
Neben einigen Sonderformaten für Vorsatz- und Überzugspapiere wird heute Schreib- und Druckpapier hauptsächlich in DIN-Formaten in den Handel gebracht. Die DIN-Formate wurden 1922 vom Normenausschuss der deutschen Industrie in Zusammenarbeit mit dem Normenausschuss für das grafische Gewerbe geschaffen.
Das Urformat, der Normbogen, hat einen Flächeninhalt von 1 m2. Er ist ein Rechteck, dessen Seiten sich verhalten wie die Seiten eines Quadrates zu seiner Diagonalen.
Demzufolge ist das Seitenverhältnis 1 : 2 oder 1 : 1,414 oder 10 : 14 oder 5 : 7. Für den Normbogen mit einem m2 Flächeninhalt ergeben sich so die Seitenmaße 841 mm x 1.189 mm.
Aus diesem Normbogen erhält man alle kleineren Formate durch fortgesetztes Halbieren der längeren Seite. Die dabei auftretenden halben Millimeter werden weggelassen.
Das Seitenverhältnis 1 : 2 - bleibt stets erhalten, die Formate sind somit alle einander ähnlich.
DIN-A-Formatreihe: Die Haupt- und Vorzugsreihe ist die A-Reihe. Sie wird in erster Linie für unabhängige Papiergrößen und Endprodukte verwendet, wie z. B. Briefbogen, Formulare, Postkarten, Prospekte, Zeichnungen, Zeitschriften usw.
Um beim Druck Platz für die Greifer, Passzeichen und den Beschnitt zu haben, wurden den Formaten der DIN-Reihe Rohformate zugeordnet. Das Ausgangsformat für die Rohformate der DIN-A-Reihe ist das Format 860 mm x 1 220 mm. Auch hier erhält man die weiteren Formate durch Halbieren der längeren Seite. Die auftretenden halben Millimeter werden zum nächst höheren ganzen Millimeter aufgerundet. Die Rohformate der DIN-A-Reihe sind flächenmäßig 5 % größer als die entsprechenden Endformate.
Zusatzreihen DIN-B und -C: Für bestimmte Anwendungsbereiche gibt es Zwischenformate, die als DIN-B- und DIN-C-Reihe erscheinen. Sie werden bei Erzeugnissen angewendet, die zur Unterbringung von Erzeugnissen in Formaten der A-Reihe bestimmt sind, z. B. Aktendeckel, Umschläge, Ordner, Mappen usw. Die C-Reihe ist speziell für Briefhüllen.
Die B-Reihe entsteht aus dem geometrischen Mittel der A-Reihe. Ausgangsformat der B-Reihe ist DIN B0 mit dem Format 1 000 mm x 1 414 mm. Die weiteren Formate ergeben sich ebenfalls durch Halbieren der längeren Seite. Das Format DIN B1 liegt nun zwischen dem Format DIN A0 und DIN A1.
Die Formate der DIN-C-Reihe sind so festgelegt, dass sie das geometrische Mittel zwischen den Formaten der B-Reihe und denen der A-Reihe darstellen. Ausgangsformat der C-Reihe ist DIN C0 mit dem Format 917 mm x 1 297 mm.
- Zum Verfassen von Kommentaren bitte anmelden.
DIN-Formate
Das Deutsche Institut für Normung (DIN) hat 1922 die DIN-Norm 476 für Papierformate festgelegt. In dieser DIN Norm sind Reihen festgelegt.
Die 3 wichtigsten Format-Reihen sind DIN A, DIN B und DIN C. (Es gibt auch die DIN D-Reihe. Sie wird aber kaum verwendet.)
Für alle Reihen gilt:
- Das Seitenverhältnis von Breite und Höhe des Papiers ist immer 1:1,41.
Beispiel:
Ein DIN A4 Blatt hat die Maße: 210 x 297 mm.
Wenn man ein DIN A4 Blatt im Querformat in der Mitte faltet, dann bekommt man 2 Blätter DIN A5 im Hochformat. Ein DIN A5 Blatt hat die Maße: 148 x 210 mm.
- Die Maße sind auf ganze Millimeter gerundet.
Abb. DIN -Formate
Flächenmaße
DIN A0 ist das Grundformat mit einem Flächenmaß von 1 Quadratmeter (=1 m²). Man berechnet das Flächenmaß aus Länge und Breite von DIN A0 (841 mm x 1189 mm).
Alle anderen Formate bekommt man, wenn man den A0-Bogen immer wieder halbiert.
- Flächenmaß DIN A1: 1/2 m2
- Flächenmaß DIN A2: 1/4 m2
- Flächenmaß DIN A3: 1/8 m2
- Flächenmaß DIN A4: 1/16 m2
- usw.
Papierformate werden immer so angegeben: Breite x Höhe
Beispiel:
210 x 297 mm = A 4 hoch
297 x 210 mm = A 4 quer.
DIN A Formatreihe
Verwendung: Standard für Briefbogen, Formulare, Prospekte, Zeitschriften, Schulhefte, Karteikarten, Postkarten usw.
Für die Verarbeitung in Druckmaschinen gibt es noch das Rohformat. Es ist etwas größer, damit beim Druck noch Platz ist für Greifer, Passzeichen und Beschnitt. Die Rohformate der DIN-A-Reihe sind 5 % größer als die entsprechenden Endformate.
DIN A Formate | B x H in mm | DIN A+ Rohformate |
DIN A0 | 841 x 1189 | 860 x 1220 |
DIN A1 | 594 x 841 | 610 x 860 |
DIN A2 | 420 x 594 | 430 - 610 |
DIN A3 | 297 x 420 | 305 x 430 |
DIN A4 | 210 x 297 | 215 x 305 |
DIN A5 | 148 x 210 |
|
DIN A6 | 105 x 148 |
|
DIN A7 | 74 x 105 |
|
DIN A8 | 52 x 74 |
|
Die Bogen werden nach dem Druck auf das Endformat beschnitten.
DIN B Formatreihe
Verwendung: Für Druck-Erzeugnisse, mit denen man Unterlagen sammelt oder aufbewahrt. Die DIN-B-Reihe enthält zum Beispiel die Standardformate für Aktenordner oder Schnellhefter, Mappen und auch Umschläge.
Die B-Reihe entsteht aus dem geometrischen Mittel der A-Reihe.
Ausgangsformat: DIN B0: 1.000 mm x 1.414 mm.
Für alle anderen B-Formate wird der Bogen immer an der längeren Seite halbiert: DIN B1: 707 x 1000 mm, DIN B2: 500 x 707 usw.
DIN C Formatreihe
Verwendung: Für Briefumschläge und für Verpackungen.
Die C-Reihe entsteht aus dem geometrischen Mittel zwischen den Formaten der B-Reihe und den Formaten der A-Reihe.
Ausgangsformat: DIN C0: 917 mm x 1 297 mm.
Für alle anderen C-Formate wird der Bogen immer an der längeren Seite halbiert.
Standardformate für Umschläge:
DIN C4: 229 x 324 mm
DIN C5: 162 x 229 mm
DIN C6: 114 x 162 mm.
Papiere der Druckweiterverarbeitung (1)
Büttenpapiere können unterteilt werden in Handbütten und Maschinenbüttenpapiere.
Handbüttenpapiere: (siehe Abschnitt 3.1.1.1 Papiere nach der Art der Herstellung).
Maschinenbütten sind auf der Rundsiebmaschine hergestellte Büttenpapiere. Auf der Oberfläche des Siebzylinders werden rechteckige Begrenzungen aus Draht oder Gummistreifen aufgebracht, die in ihre Größe dem Format der späteren Bogen entsprechen. An diesen Stellen wird bei der Blattbildung eine Faserstoffverdünnung erzielt. Es entstehen Einzelbogen, die leicht ausgefaserte, unregelmäßig verlaufende Ränder haben. Im Gegensatz zu den Handbüttenpapieren haben sie jedoch eine Laufrichtung. In Qualität und Aussehen unterscheiden sich Maschinenbüttenpapiere kaum von den Handbüttenpapieren. Verwendet werden Maschinenbüttenpapiere hauptsächlich als Vorsatz- und Überzugspapier. Die bekanntesten Arten sind Ingres- und Bugra-Bütten.
Imitierte Büttenpapiere werden auf der Langsiebmaschine hergestellt. Sie haben die Struktur von Büttenpapieren und sind meist egoutteur-gerippt, d. h., die Struktur des Siebes wird wie ein Wasserzeichen durch einen Egoutteur aufgebracht. Die Ränder verjüngen sich nicht durch Stoffverdünnung, sondern sind glatt geschnitten. Imitierte Büttenpapiere gibt es in den verschiedensten Farbschattierungen. Auch sie werden hauptsächlich als Vorsatz- und Überzugspapier verwendet.
Büttenkartons: Büttenpapiere mit höherem Flächengewicht und größerer Dicke werden als Büttenkarton bezeichnet. Sie werden verwendet für gute Akzidenzdrucksachen, Urkunden und als Umschläge für wertvolle Broschuren.
Japanpapiere werden die aus Japan kommenden handgeschöpften Papiere genannt. Die Herstellung erfolgt aus hochwertigen pflanzlichen Faserstoffen, wie z. B. dem Bast des Kozu, Mitsumata, Gampi. Japanpapier ist ungeleimt, langfasrig und von hoher Festigkeit. Neben weißen und gelblichen gibt es gefärbte, mehrfarbig bedruckte und gemusterte Japanpapiere. Es gibt sie in den verschiedensten Stärken, Strukturen und Formaten, von hauchdünnen Seidenpapieren bis zu kräftigen Kartons.
Japanpapiere werden verwendet als Vorsatz- und Oberzugspapier, zur Verstärkung der Vorsätze und Bogen im Falz und zum Restaurieren. Bei der Verarbeitung sollte nur Kleister verwendet werden, da er farblos und ohne Rückstände auftrocknet. Andere Klebstoffe können das Papier steif und unansehnlich machen. Beim Anschmieren sollte beachtet werden, dass der Klebstoff leicht durchschlagen kann, das Papier sich stark dehnt und weich wird, da es ja nicht geleimt ist. Je nach Verwendungszweck müssen sehr dünne und transparente Papiere vor der Verarbeitung rückseitig kaschiert werden.
Das Vorsatzpapier hat die Aufgabe, den Buchblock mit der Decke zu verbinden, die Einschläge und die Deckelinnenseiten zu verdecken und den Buchblock zu schützen. Als Vorsatzpapier werden heute häufig einfarbige Maschinenbüttenpapiere verwendet, meist hellfarbige, weiß bis chamois, die im Stoff gefärbt sind. Die Oberfläche kann glatt sein, aber auch gerippt, geadert und gehämmert. Damit sie die an sie gestellten Anforderungen erfüllen können, sollten sie folgende Eigenschaften besitzen:
• zäh, langfasrig, möglichst holzfrei,
• hohe Falz- und Knickfestigkeit,
• hohe Opazität (deckend, undurchsichtig),
• gute Leimung,
• in Farbe und Oberflächenstruktur zum Buchblock und/oder Deckenüberzug passen.
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere der Druck-Weiterverarbeitung (1): Büttenpapiere
Büttenpapiere kann man einteilen in:
- Handgeschöpfte Büttenpapiere und
- Maschinen-Büttenpapier
Handgeschöpfte Büttenpapiere
Für die Herstellung handgeschöpfter Büttenpapiere braucht man:
- Bütte (= großes Fass ohne Deckel)
- Faserbrei aus Wasser und Stoffresten (Leinen, Hanf, Baumwolle = Hader)
- Metallsieb in einem Holzrahmen
Man taucht die Schöpfform in den dünnflüssigen Faserbrei ein und schöpft einzelne Bogen. Dann werden die Bogen zwischen Filzen gepresst und zum Trocknen aufgehängt.
Merkmale:
- Unregelmäßige Ränder, die nach nach außen dünner werden.
- Die Fasern haben keine Laufrichtung. Das Papier kann sich nach allen Seiten dehnen.
- Wenn man den Bogen gegen das Licht hält, sieht man die Struktur des Siebes.
- Die Oberfläche ist nicht glatt.
Verwendung:
- Künstlerische Arbeiten
- Vorsatzpapier, Überzugspapier
- Wertvolle Gästebücher und Chroniken
- Urkunden und Dokumente.
Hinweis:
Nur sehr wenige Betriebe machen heute noch handgeschöpfte Büttenpapiere.
Maschinen-Büttenpapier
Maschinen-Büttenpapier wird auf der Rundsieb-Maschine hergestellt.
Auf dem Zylinder der Rundsieb-Maschine wird ein Rechteck aus Draht oder Gummi befestigt. In diesem Rechteck entstehen die Einzelbogen aus dem sehr verdünnten Faserstoff.
Merkmale:
- Unregelmäßigen Ränder
- Die Fasern haben eine Laufrichtung.
Maschinenbüttenpapier und Handbüttenpapier sehen gleich aus und haben eine gleich hohe Qualität.
Verwendung:
Meist als Vorsatzpapier und Überzugspapier.
Sehr bekannt sind Ingres-Bütten (feine Struktur) und Bugra-Bütten (grobe Struktur).
Imitierte Büttenpapiere
Merkmale:
- Sie werden auf der Langsieb-Maschine hergestellt.
- Man sieht die Struktur des Siebes.
- Die Ränder sind glatt geschnitten.
- Es gibt sie in vielen Farben.
Verwendung:
Meist als Vorsatzpapier und Überzugspapier.
Büttenkartons
Büttenkartons sind dicker als Büttenpapiere und haben ein höheres Gewicht.
Verwendung:
Gute Akzidenz-Drucke, Urkunden, Umschläge für wertvolle Broschuren.
Japan-Papiere
Japan-Papiere sind handgeschöpfte Papiere aus Japan.
Merkmale:
- hochwertigen Pflanzenfasern, z.B. Bast
- lange Fasern, nicht geleimt
- sehr fest
- verschiedene Strukturen und Formate
- verschiedene Stärken, von hauchdünnen Seidenpapieren bis zu starken Kartons
- Es gibt weiße, gelbliche, gefärbte, mehrfarbige und gemusterte Papiere.
Verwendung:
Vorsatzpapier und Überzugspapier. Verstärkung der Vorsätze und Bogen im Falz und zum Restaurieren.
Je nach Verwendung müssen sehr dünne und transparente Papiere vor der Verarbeitung auf der Rückseite kaschiert werden.
Verarbeitung:
Nur Kleister verwenden! Kleister ist farblos und trocknet ohne Rückstände. Manche Klebstoffe können das Papier steif und fleckig machen. Andere Klebstoffe können in das Papier eindringen und es wellig machen.
Vorsatzpapier
Das Vorsatzpapier verbindet den Buchblock mit der Decke. Es verdeckt die Einschläge auf der Deckel-Innenseite und schützt den Buchblock.
Material:
Häufig einfarbige helle Maschinen-Büttenpapiere, die im Papier gefärbt sind, nicht nur an der Oberfläche.
Die Oberfläche kann glatt, gerippt, geadert oder gehämmert sein.
Merkmale:
- Zäh, lange Fasern, möglichst holzfrei
- Man soll sie gut falzen und knicken können.
- Deckend, undurchsichtig (opak, hohe Opazität)
- Gute Leimung
- Farbe und Struktur sollen gut zum Buchblock und Überzug passen.
Papiere der Druckweiterverarbeitung (2)
Überzugspapiere: Um einem Einband eine lange Haltbarkeit zu verleihen und ein gefälliges Äußeres zu geben, sollten Überzugspapiere aus gutem Fasermaterial bestehen und folgende Eigenschaften haben:
• hohe Zähigkeit und Reißfestigkeit,
• hohe Kratz- und Scheuerfestigkeit,
• hohe Farb- und Lichtbeständigkeit,
• hohe Nassfestigkeit (wischfest, schmutzabweisend),
• hohe Opazität (Undurchsichtigkeit),
• gute Klebefähigkeit,
• gute Prägbarkeit,
• genügende Geschmeidigkeit.
Überzugspapiere können in folgende Gruppen unterteilt werden:
• Naturpapiere sind maschinenglatte, im Stoff gefärbte Papiere, die ohne weitere Veredelung von der Papiermaschine in die Weiterverarbeitung gehen. Beispiele sind Ton- und Tauenpapiere.
• Vorderseitig behandelte Überzugspapiere: Diese Papiere sind nur auf einer Seite gefärbt oder bedruckt. Bei einigen Arten kann auch eine lederähnliche Narbung oder ein Leinenmuster eingeprägt sein. Zusätzlich können sie noch eine leichte Lackierung erhalten. Beispiele sind Wolkenmarmor-, Adern (Gautama-), Leder- und Chagrinpapiere.
• Nass- und scheuerfeste Überzugspapiere: Diese Papiere bestehen entweder aus hochwertigen Faserstoffen mit sehr schmieriger Mahlung oder haben einen Farblackauftrag, oder die Fasern wurden durch die durchdringende Imprägnierung mit einer Emulsion verhornt. Die bekanntesten Beispiele dieser Gruppe sind Efalin und Elefantenhaut.
• Buntpapier wird jedes Papier genannt, das durch Färben, Streichen oder Aufbringen von Mustern veredelt wurde.
Nachfolgende Papiere sollen nur einen kleinen Überblick geben über die Buntpapiere, die der Buchbinder teilweise selbst herstellt.
• Kleisterpapier: Verdünnter Kleister wird mit Erd- oder Anilinfarbe eingefärbt, auf ein Vorsatzpapier aufgetragen und mit dem Pinsel, einer Bürste, einem Schwamm, einem Pappkamm oder Pappstreifen ein Muster gebildet.
• Knitterpapier: Auf einen Bogen mit farblosem oder farbigem Klebstoffauftrag wird ein zusammengeknülltes Seidenpapier, das wieder auseinandergefaltet wurde, unter Beibehaltung der Bruchstellen aufgeklebt. Anschließend wird die Oberfläche eingefärbt, wobei die Bruchstellen die Farbe stärker aufnehmen und eine adernartige Musterung entstehen lassen.
• Monotypiepapier oder Druckfarbenpapier: Von einer mit Druckfarbe eingewalzten Fläche (Schärfstein, Grassierte, Zinkblech) wird die Farbe auf ein aufgelegtes Papier übertragen, indem man mit Spachteln, Kämmen, Walzen und dergleichen über dieses fährt. Gegenüber der Kleisterfarbe hat die Druckfarbe den Vorteil, dass sie eine höhere Wasserfestigkeit besitzt. Bei einer anderen Art von Monotypiepapieren werden Druckfarben mit einer weichen Spachtel auf dem Papier verzogen. Durch den Spachtelzug bekommt der Farbauftrag stellenweise regierende oder stark deckende Partien. Bei mehreren Farben entstehen durch Mischungen und Übergänge interessante Formen und Farbschattierungen. Unterlegte Strukturen zeichnen sich mehr oder weniger deutlich ab. Statt Spachteln kann man auch unterschiedlich breite Walzen verwenden.
Marmorpapiere sind Buntpapiere, die die Aderung von Marmor nachahmen. Die Technik des Marmorierens kommt aus dem Orient und wird heute noch mehr in England und Frankreich praktiziert. Die bei uns noch vorkommenden Marmorpapiere können unterteilt werden in die maschinell hergestellten, billigeren Glanzmarmorpapiere und die selbstgefertigten, echten Marmorpapiere:
• Glanzmarmorpapiere: Achatmarmor erkennt man an den hellfarbigen Adern auf dunklem Untergrund. Gustavmarmor erkennt man an den kleinen Farbtropfen mit dunklen Rändern.
• Selbstgefertigte Marmorpapiere
Öltunkpapier oder Ölmarmorpapier: Druckfarbe wird mit Terpentin, Benzin oder speziellen Druckfarbenverdünnern verdünnt und auf Wasser, das sich in einer Wanne befindet, aufgespritzt. Ein Muster wird dadurch gebildet, dass man das Wasser durch Schaukeln oder Durchziehen eines Stiftes oder Kammes etwas in Bewegung bringt. Die Farbschicht wird durch Auflegen von Vorsatz- oder Tonpapieren abgehoben.
Marmorpapier auf Schleimgrund: In eine Wanne wird ein Schleimgrund gefüllt, der aus dem Abkochen von Karrageenmoos (kein Moos, sondern eine Alge) gewonnen wird. Auf diesen Schleimgrund wird Körperfarbe, der Ochsengalle als Treibmittel beigemischt wurde, aufgetropft. Nachfolgend aufgetragene Farbtropfen verdrängen die vorhergehenden, ohne sich mit ihnen zu vermischen, und bilden ihre ursprüngliche runde Form zu Adern um. Durch Eintauchen und Ziehen mit Stiften können die Tropfen- oder Adernformen verändert werden. Die Farbschicht wird anschließend mit Alaun gefeuchteten Papierbogen abgehoben. Noch anhaftende Reste des Schleimgrundes werden abgespült.
Hüllpapiere: Hierher gehören alle Papiere, die als Schutzhülle für eine Ware Verwendung finden. Bei den Schutzhüllenpapieren stehen die Festigkeitseigenschaften im Vordergrund, während bei Schmuckhüllen größerer Wert auf äußere Eigenschaften, wie Reinheit, Färbung und Glätte, gelegt wird. Bei dem Schutz, den Hüllpapiere gewähren sollen, kann es sich um den gegen mechanische Einflüsse sowie um einen solchen gegen feste, flüssige und gasförmige Einwirkungen, gegen Licht oder um einen Schutz vor Verunreinigungen durch Staub und Schmutz handeln.
Packpapiere sind Papiere, bei denen die mechanische Beanspruchung im Vordergrund steht. Sie haben verschiedene Festigkeit, je nach dem Fasermaterial, das zur Herstellung verwendet wurde. Die besten Papiere dieser Art sind aus reinem Zellstoff, gute aus Braunschliff und weniger gute aus gelbem Strohstoff oder aus Altpapier hergestellt. Packpapiere sind im Stoff gefärbt oder ungefärbt, einseitig oder doppelseitig satiniert.
Kraftpapiere sind zu mindestens 90 % aus frischem, in der Regel ungebleichtem Sulfatzellstoff (Kraftzellstoff, Natronzellstoff) hergestellt. Sie zeichnen sich durch hohe Festigkeit und Beständigkeit aus. Sie haben eine gelblich-braune Farbe (ungebleicht) und werden in der Buchbinderei auch zum Hülsenmachen, Hinterkleben und Zusammenhängen von Decken verwendet. Natronpapiere gehören zu den Kraftpapieren.
Seidenpapiere sind – unabhängig vom eingesetzten Faserstoff – alle Papiere bis zu einem Flächengewicht von 30 g/m2. Die Packseide zum Einschlagen von Büchern wird nur noch in kleineren Betrieben verwendet.
Pergamentpapier wird hergestellt aus ungeleimtem Zellulosepapier, das man durch ein Schwefelsäurebad zieht. Dadurch fließen die Papierfasern zu einer schleimigen Masse zusammen und verkitten sich beim Trocknen zu einer durchscheinenden Haut. Pergamentpapier ist undurchlässig für Luft, Wasser und Fett, außerordentlich dauerhaft und etwa dreimal fester als gewöhnliches Papier.
Pergamentersatzpapier, für technische Zeichnungen auch Transparentpapier genannt, wird aus stark schmierig gemahlenem Faserbrei hergestellt. Es ist deshalb zäh, durchscheinend und fettdicht. Billigere Sorten kennen wir als Butterbrotpapier.
Der Unterschied zum Pergamentpapier ist leicht festzustellen. Pergamentersatzpapier lässt sich in Stücke zerkauen, Pergamentpapier nicht.
Pergaminpapier ist aus Faserbrei hergestellt, der noch schmieriger gemahlen und außerdem noch stark satiniert ist. Es ist deshalb durchsichtig und sehr glatt. Verwendet wird Pergaminpapier als Schutzblätter in Fotoalben und Musterkollektionen, aber auch als Verpackungsmaterial für Lebens- und Genussmittel. Ist auf Pergaminpapier ein Spinnwebenmuster geprägt, wird es auch als Spinnenpapier bezeichnet.
- Zum Verfassen von Kommentaren bitte anmelden.
Papiere der Druck-Weiterverarbeitung (2): Überzugspapiere
Überzugpapiere sollen ein Buch bzw. einen Einband widerstandsfähig machen. Sie verschönern auch das Aussehen.
Merkmale:
- Material aus hochwertigen Fasern
- Sehr zäh und reißfest
- Kratzfest und scheuerfest (soll bei der Benutzung möglichst wenig Kratzspuren bekommen)
- Farbbeständig und lichtbeständig (bleicht bei Sonnenlicht nicht so schnell)
- Wasserabweisend, nassfest, wischfest, schmutzabweisend
- Deckend, undurchsichtig (opak)
- Kann geklebt werden (Klebefähigkeit)
- Kann geprägt werden (Prägbarkeit)
- Elastisch (Überzugpapiere muss man biegen können.)
Überzugspapiere sind in Gruppen eingeteilt:
- Naturpapier
- Papier, das nur auf 1 Seite behandelt ist
- Nass- und scheuerfestes Papier
- Buntpapier
- Marmorpapier
- Hüllpapier
- Packpapier
- Kraftpapier
- Seidenpapier
- Pergamentpapier
- Pergaminpapier
Naturpapier
Merkmale:
- Maschinenglatt
- Im Stoff gefärbt, nicht nur an der Oberfläche
- Keine Veredelung
Beispiele: Tonpapier, Tauen-Papier.
Tauen-Papier ist festes Packpapier, das früher aus alten Tauen und Segeltuchabfällen hergestellt wurde (heute aus Cellulose). Buchbinder verwenden Tauen-Papier als zähe Einlage oder als Scharnier.
1-seitig behandeltes Papier
Merkmale:
- Nur auf 1 Seite bedruckt oder gefärbt.
- Lederähnliche Narben oder Leinenmuster kann eingeprägt sein.
- Leichte Lackierung ist möglich.
Beispiele:
- Wolkenmarmor. Weiß-graue Kaschierung, z.B. Pappdeckel von Aktenordnern.
- Gautama Papier. Auf beiden Seiten ledergeprägt.
- Leder- oder Chagrinpapier. Farbiges, geprägtes Papier mit lederähnlicher Struktur
Nass- und scheuerfestes Papier
Merkmale:
- Aus hochwertigen Faserstoffen mit schmieriger Mahlung (-> Stoffmahlung) oder
- Farblack-Auftrag oder
- tiefe Imprägnierung und durch Emulsion verhärtet.
Beispiele:
Efalin, Elefantenhaut
Efalin ist ein Ganzeinband-Material aus sehr festen Rohstoffen auf Papierbasis. Es ist ehr strapazierfähig.
Elefantenhaut ist ein sehr zäher Werkstoff auf Papierbasis. Typisch ist die Aderstruktur. Besonders kratz- und scheuerfest, abwaschbar.
Verwendung:
Bucheinbände, Schutzumschlag
Buntpapier
Alle Papiere mit einer Veredelung, z.B. Färben, Muster, Streichen. Beim Streichen wird eine dickflüssige Masse oder Farbschicht auf das Papier aufgetragen.
3 Beispiele:
- Kleisterpapier
Kleister verdünnen und färben, dann auf Vorsatz-Papier auftragen.
Danach ein Muster - mit Pinsel, Bürste, Schwamm oder Pappkamm machen.
- Knitterpapier
Ein Seidenpapier zusammenknüllen und wieder auseinanderfalten, dann auf einen Papierbogen aufkleben. Man sieht noch die Bruchstellen des Seidenpapiers. Dann die Oberfläche färben. Die Bruchstellen nehmen mehr Farbe an. Es entsteht ein Muster, das wie Adern aussieht.
- Monotypie-Papier / Druckfarben-Papier
Bei Monotypie-Papieren bearbeitet man nicht das Papier, sondern eine ebene Fläche: Man streicht Druckfarbe auf eine Platte und legt dann ein Papier auf die eingefärbte Platte. Man drückt das Papier mit Spachteln oder Walzen fest an.
Druckfarben sind besser als Kleisterfarben, weil sie wasserbeständiger sind.
Andere Methode: Druckfarben mit einem weichen Spachtel oder mit Walzen auf dem Papier verteilen. Dabei entstehen interessante Formen und Farbverläufe.
Marmorpapier
Buntpapiere, die wie Marmor aussehen. Die Technik des Marmorierens kommt aus dem Orient und wird heute in England und Frankreich praktiziert.
Marmorpapiere werden eingeteilt in
- maschinell hergestellte Glanz-Marmorpapiere: Achat-Marmor, Gustav-Marmor
- handgefertigte echte Marmorpapiere: Öl-Marmorpapier, Marmorpapier auf Schleimgrund
Glanz-Marmorpapier
Maschinell hergestellte Marmorpapiere gibt es als Achat-Marmor und als Gustav-Marmor. Achat-Marmor hat helle Adern auf dunklem Grund, Gustav-Marmor hat kleine Farbtropfen mit dunklen Rändern.
Abb. CH: Beispielbilder - selbst fotografieren ?
Öl-Marmorpapier oder Öltunk-Papier
Herstellung:
Wasser in eine Wanne füllen.
⇒ Druckfarbe verdünnen mit Terpentin, Benzin oder Druckfarben-Verdünner.
⇒ Die verdünnte Druckfarbe auf das Wasser geben.
⇒ Das Wasser mit der Farbschicht bewegen, z.B. mit einem Stift.
⇒ Vorsatz-Papier oder Tonpapier auflegen und wieder abziehen.
⇒ Die Farbschicht haftet an dem Papier und bildet ein Marmormuster.
Marmorpapier auf Schleimgrund
Herstellung:
Schleimgrund herstellen: Carraghen-Moos (= Alge) abkochen.
⇒ Wanne mit Schleimgrund füllen.
⇒ Körperfarbe (mit Ochsengalle als Treibmittel) auf den Schleimgrund tropfen.
⇒ Die Farbtropfen verändern sich und bilden Adern.
⇒ Die Farb-Adern verändern, z.B. einen Stift durch die Farbe ziehen.
⇒ Ein Papier mit Alaun anfeuchten.
⇒ Das Papier auf die Farbschicht auflegen und wieder abziehen.
⇒ Reste des Schleimgrundes abspülen.
Hüllpapier
Merkmale:
- Hüllpapiere sind sehr fest.
- Sie schützen vor
- mechanischen Einflüssen, z.B. Stoßen
- flüssigen Einflüssen , z.B. Wasser
- gasförmigen Einflüssen, z.B. Dampf
- Licht, z.B. unempfindlich bei Sonneneinstrahlung
- Schmutz
Verwendung:
Schutzhülle für Waren
Vergleich:
Schmuckhüllen sollen vor allem schön aussehen, z.B. farbig sein und eine glatte Oberfläche haben.
Packpapier
Packpapiere sollen vor allem fest und stabil sein. Die Festigkeit ist unterschiedlich, je nachdem, aus welcher Faser sie hergestellt wurden. (-> Faserstoff-Zusammensetzung)
Qualität/Festigkeit | Faser |
hoch | reiner Zellstoff |
mittel | Braunschliff |
niedrig | gelber Strohstoff oder Altpapier |
Packpapiere sind im Stoff gefärbt oder ungefärbt, einseitig oder doppelseitig satiniert.
Kraftpapier
Kraftpapiere sind aus mindestens 90 % Sulfat-Zellstoff (Kraft-Zellstoff, Natron-Zellstoff) hergestellt. Der Sulfat-Zellstoff ist meist nicht gebleicht. Natronpapiere gehören zu den Kraftpapieren.
Merkmale:
- Sehr fest und widerstandsfähig
- Gelblich-braune Farbe (ungebleicht)
Verwendung:
Hüllen, Hinterkleben, Decken zusammenhängen
Seidenpapier
Merkmale:
- Papiere bis zu einem Flächengewicht von 30 g/m2
- Kann aus einer beliebigen Faser hergestellt sein.
Verwendung:
Kleinere Betriebe schlagen Bücher noch in Packseide ein.
Pergamentpapier
Herstellung:
Ungeleimtes Zellulosepapier wird durch ein Schwefelsäurebad gezogen.
⇒ Die Papierfasern bilden eine schleimige Masse
⇒ und verbinden sich beim Trocknen zu einem transparenten Papier.
Merkmale:
- Undurchlässig gegen Luft, Wasser und Fett
- Sehr widerstandsfähig und lange haltbar
- Ungefähr 3-mal fester als normales Papier.
Pergament-Ersatzpapier (Transparentpapier).
Herstellung:
aus stark schmierig gemahlenem Faserbrei
Merkmale:
- Zäh
- Dicht gegen Fett (fettdicht),
- Transparent
Verwendung:
Technische Zeichnungen. Billigere Sorten kennt man als Butterbrotpapier.
Tipp zur Unterscheidung zwischen Pergamentpapier und Pergament-Ersatzpapier:
Pergament-Ersatzpapier kann man in Stücke zerkauen, Pergamentpapier nicht.
Pergaminpapier
Herstellung:
Aus sehr schmierig gemahlenem Faserbrei, der auch stark satiniert ist.
Merkmale:
- Durchsichtig
- Sehr glatt
Verwendung:
Schutzblätter in Fotoalben und Musterbüchern. Auch Verpackung für Lebensmittel und Genussmittel.
Pergaminpapier mit Spinnweben-Muster heißt auch Spinnenpapier.
Behandlung und Lagerung von Papier
Behandlung
Beim Umgang mit Papier sollten unbedingt folgende Punkte beachtet werden:
• Papier stets mit sauberen und trockenen Händen behandeln, um Fingerabdrücke zu vermeiden.
• Um Knicke oder Brüche zu vermeiden, ausgepacktes Papier je nach Bogengröße ein- bis zweimal zusammengeschlagen in kleinen Päckchen mit beiden Händen tragen und nicht auf der Schulter.
• Einzelbogen werden am besten leicht eingerollt oder zusammengeschlagen an der Kante gefasst hängend getragen.
• Bei gestapeltem Papier keine einzelnen Bogen vorstehen lassen, damit die Kanten nicht beschädigt werden.
• Papier immer abgedeckt lagern, damit es vor Staub, Verschmutzung, Zugluft und Sonneneinstrahlung (Vergilbung) geschützt ist.
Lagerung
Die sachgemäße Lagerung des Papiers ist von wesentlicher Bedeutung. Die Mehrzahl aller Papiersorten ist hygroskopisch, d. h. sie neigen dazu, Feuchtigkeit aus der Luft aufzunehmen, wenn diese einen größeren Feuchtigkeitsgehalt hat, oder an die Luft abzugeben, wenn die Umgebung relativ trockener ist. Die Aufnahme bzw. Abgabe von Feuchtigkeit vollzieht sich so lange, bis der Zustand des Papiers und der der Umgebung im Gleichgewicht sind. Mit der Aufnahme oder Abgabe von Feuchtigkeit ändert der Papierbogen auch seine Dimension. Er dehnt sich oder schrumpft, wird randwellig oder tellert. Aufgrund dieser Eigenschaften sind feuchte Räume für die Lagerung von Papier ungeeignet. Auch soll die Unterbringung nicht in übertrockenen Lagerräumen erfolgen. Aus diesem Grund soll Papier auch nicht an feuchten Wänden oder in unmittelbarer Nähe von Heizkörpern gelagert werden.
Um optimale Bedingungen zu erhalten, muss Papier während seiner Lagerung und Verarbeitung möglichst im Feuchtigkeitsgleichgewicht gehalten werden. Die Raumtemperatur sollte 20 bis 23°C betragen und die relative Luftfeuchtigkeit bei 50 bis 55 % liegen (Normklima).
Unter der relativen Luftfeuchtigkeit versteht man das prozentuale Verhältnis zwischen dem tatsächlichen Wassergehalt und dem maximal möglichen Wassergehalt bei einer bestimmten Temperatur. Die Angabe „50 % relative Luftfeuchte“ besagt beispielsweise, dass die Luft die Hälfte der Feuchtigkeit enthält, die sie bei der augenblicklichen Temperatur aufnehmen könnte. Gemessen wird die relative Luftfeuchtigkeit mit dem Haar-Hygrometer, die relative Feuchtigkeit innerhalb eines Papierstapels mit dem Stechhygrometer. Heute werden statt Haar-Hygrometern meist elektronische Präzisionsmessgeräte eingesetzt, die wesentlich schneller reagieren und genauere Daten liefern.
Merke
Unsachgemäße Lagerung von Papier führt zu Verarbeitungsschwierigkeiten, wie
• Dimensionsänderungen, Randwelligkeit und Tellern oder Neigung zum Einrollen,
• elektrostatische Aufladung,
• Schnittfehler und Schneidungenauigkeiten am Planschneider,
• Laufschwierigkeiten auf der Falzmaschine,
• Falzdifferenzen und Quetschfaltenbildung,
• Brüchigkeit bei Karton.
- Zum Verfassen von Kommentaren bitte anmelden.
Behandlung und Lagerung von Papier
Behandlung
- Papier nur mit sauberen und trockenen Händen anfassen, damit es keine Fingerabdrücke bekommt.
- Ausgepacktes Papier tragen:
Je nach Bogengröße 1- bis 2-mal zusammengeschlagen. In kleinen Päckchen mit beiden Händen tragen, nicht auf der Schulter. - Einzelbogen tragen:
Die Bogen leicht einrollen oder zusammenschlagen, an der Kante anfassen und hängend tragen. - Gestapeltes Papier:
keine einzelnen Bogen vorstehen lassen, damit die Kanten nicht beschädigt werden. - Papier immer abgedeckt lagern, damit es vor Staub, Schmutz, Zugluft und Sonneneinstrahlung (Vergilbung) geschützt ist.
Lagerung
Die meisten Papiersorten sind hygroskopisch. Das heißt:
- Sie nehmen Feuchtigkeit aus der Luft auf, wenn die Luft sehr feucht ist.
- Sie geben Feuchtigkeit an die Luft ab, wenn die Luft sehr trocken ist.
Mit der Feuchtigkeits-Aufnahme oder -Abgabe ändert Papier seine Größe. Es dehnt sich oder schrumpft, wird randwellig oder tellert.
Regel:
Papier nicht in feuchten oder zu trockenen Räumen lagern!
Nicht an feuchten Wänden oder neben Heizkörpern lagern!
Bedingungen für die Lagerung:
Papier muss im Feuchtigkeits-Gleichgewicht sein.
Feuchtigkeits-Gleichgewicht bedeutet:
- Raumtemperatur 20°C bis 23°C,
- relative Luftfeuchtigkeit bei 50 bis 55 % (Normklima).
Relative Luftfeuchtigkeit bedeutet:
Verhältnis zwischen dem tatsächlichen Wassergehalt und dem maximal möglichen Wassergehalt bei einer bestimmten Temperatur.
Beispiel:
50 % relative Luftfeuchte = die Luft enthält die Hälfte der Feuchtigkeit, die sie bei der augenblicklichen Temperatur aufnehmen könnte.
Feuchtigkeit messen
Relative Luftfeuchtigkeit - mit dem Haar-Hygrometer.
Moderne elektronische Präzisions-Messgeräte messen genauer und schneller.
Relative Papier-Feuchtigkeit (im Papierstapel) - mit dem Stech-Hygrometer
Merke:
Die sachgemäße Lagerung des Papiers ist sehr wichtig.
Folgen von nicht-sachgemäßer Lagerung:
- Größen-Änderung. Der Rand wird wellig, das Papier kann tellern (es wölbt sich in der Mitte) und sich einrollen.
- Elektrostatische Aufladung
- Schnittfehler und Schneid-Ungenauigkeiten am Planschneider
- Laufschwierigkeiten auf der Falzmaschine
- Unterschiedliche Falze und Quetschfalten
- Karton wird brüchig.
Pappe
Pappe ist nach DIN 6730 ein flächiger, im wesentlichen aus Fasern meist pflanzlicher Herkunft bestehender Werkstoff, der durch Entwässerung einer Faserstoffaufschwemmung auf einem Sieb gebildet wird. Dabei entsteht ein Faserfilz, der anschließend verdichtet und getrocknet wird. Die einzelnen Lagen bestehen meist aus einem einheitlichen Faserstoff. Die flächenbezogene Masse (Flächengewicht) ist bei Pappe größer als 225 g/m2.
Vollpappe ist der Oberbegriff für alle massiven Pappen (im Gegensatz zu Wellpappe), einlagig oder mehrlagig gegautscht, auch für zusammengeklebte, beklebte, imprägnierte oder beschichtete Pappen ohne Rücksicht darauf, ob sie als Maschinenpappen oder Wickelpappen hergestellt sind.
Mustersammlung
Für die betriebliche Praxis empfiehlt sich das Anlegen einer Mustersammlung von Papieren, Kartons und Pappen nach dem Verwendungszweck, die man mit entsprechenden Verarbeitungshinweisen und Eigenschaften versehen sollte. Auch Produktionsschwierigkeiten können hier vermerkt werden, um bei ähnlichen Aufträgen mit dem gleichen Material möglichen Schwierigkeiten vorzubeugen.
- Zum Verfassen von Kommentaren bitte anmelden.
Pappe
Pappe ist meist stärker als Karton.
Nach DIN 6730 ist ein Papier ab einem Flächengewicht von 225g/m2 eine Pappe.
Die einzelnen Lagen bestehen meist aus dem gleichen Faserstoff.
Vollpappe ist der Oberbegriff für alle massiven Pappen (Maschinenpappen und Handpappen).
Mehr Informationen:
- Herstellung von Pappe
- Arten von Pappe
- Formate, Gewicht, Stärke
- Lagerung von Pappen
Pappenherstellung
Vom Herstellungsverfahren lassen sich zwei Arten von Pappen unterscheiden: Maschinenpappe und Wickelpappe (Handpappe).
Maschinenpappe ist eine Vollpappe, die im Gegensatz zur Wickelpappe (Handpappe) auf Langsieb- oder Rundsiebmaschinen oder auf kombinierten Lang- und Rundsiebmaschinen in endloser Bahn hergestellt ist und dann in Tafeln geschnitten wird.
Kennzeichen der Maschinenpappe sind:
• glattgeschnittene Ränder
• beidseitig rauhe Oberfläche oder nur einseitig geglättet
• leichter, lockerer und poröser gearbeitet und daher im Griff weicher als Wickelpappe.
Wickelpappe (Handpappe) ist eine Vollpappe, hergestellt durch Aufwickeln einer oder mehrerer nasser Faserstoffbahnen auf einer Formatwalze. Das Aufschneiden, Abnehmen und Trocknen erfolgt heute weitgehend automatisch.
Kennzeichen der Hand- oder Wickelpappe sind:
• unregelmäßiger oder dunkler gefärbter Rand,
• beidseitig geglättet,
• im Griff fest und hart.
Bei der geklebten Pappe werden mehrere Wickel- oder Maschinenpappen aufeinandergeklebt.
- Zum Verfassen von Kommentaren bitte anmelden.
Herstellung von Pappe
Man unterscheidet 2 Pappen:
- Maschinenpappe
- Wickelpappe (Handpappe)
Maschinenpappe
Herstellung:
Auf Langsieb- oder Rundsieb-Maschinen oder auf kombinierten Lang- und Rundsieb-Maschinen werden Faserschichten hergestellt und aufeinandergepresst. Maschinenpappe wird in endloser Bahn hergestellt und dann in Tafeln geschnitten.
Merkmale:
- Glatt-geschnittene Ränder
- Beidseitig raue Oberfläche oder nur auf 1 Seite geglättet
- Leichter, lockerer und poröser gearbeitet als Wickelpappe.
- Weicher Griff
Wickelpappe (Handpappe)
Herstellung:
Eine oder mehrere nasse Faserstoff-Bahnen werden auf einer Formwalze so lange aufgewickelt, bis die gewünschte Dicke erreicht ist. Dann wird der Pappzylinder aufgeschnitten, von der Walze genommen und getrocknet. Längs- und Querschneider schneiden das gewünschte Format.
Merkmale:
- Unregelmäßige dunkle Ränder
- Beide Seiten geglättet
- Harter Griff
Geklebte Pappe
Bei geklebter Pappe werden 2 oder mehr Maschinen- oder Wickelpappen zusammengeklebt.
Pappenarten
Graupappe, manchmal auch Buchbinderpappe genannt, gibt es als Wickel- und Maschinenpappe (Maschinengraukarton). Ihren Namen leitet sie von ihrem grauen Aussehen ab. Hergestellt wird sie überwiegend aus Altpapier. Die Güte ist unterschiedlich und hängt weitgehend vom Herstellungsverfahren und der Qualität des Altpapiers ab. Die bessere Graupappe ist die Handgraupappe. Sie ist zäh, steif, aber nicht brüchig, spaltet sich nicht so leicht, hat eine hohe Reißfestigkeit und der pH-Wert ist annähernd neutral. Verwendet wird sie z. B. für Decken, Mappen. Dünne Maschinengraupappe heißt Schrenz (250 g/m2 – 400 g/m2) und wird in der Buchbinderei hauptsächlich für Rückeneinlagen verwendet.
Holzpappe ist überwiegend aus Weißschliff hergestellt. Sie ist leicht, porös, locker, saugfähig, sehr brüchig, kaum biegsam und vergilbt sehr schnell. Holzpappen werden zum Aufziehen von Bildern, Plänen und Plakaten verwendet, für billige, zusammengesetzte Kästen und als Bieruntersetzer.
Lederpappe enthält kein Leder als Rohstoff, sondern wird aus Braunschliff (gedämpfter Holzschliff) hergestellt. Ihren Namen hat sie wohl von ihrem braunen, lederähnlichen Aussehen. Um Holz einzusparen, werden heute dem Braunschliff verschiedene Mengen Altpapier zugesetzt. Lederpappe ist leicht, zäh und lässt sich gut ritzen, rillen, stauchen und biegen. Verwendung hauptsächlich in der Kartonagenindustrie.
Strohpappe hat eine schmutzige, gelblich-grüne Farbe und wird aus gelbem Strohstoff (gehäckseltes Stroh wird im Kugelkocher zusammen mit Kalkmilch unter Dampfdruck gekocht) hergestellt. Die Fasern sind sehr kurz, und deshalb ist Strohpappe brüchig und nicht rillfähig. Der pH-Wert ist häufig nicht neutral, da sie oft noch Spuren von Ätzkalk enthalten. Dieser wirkt beim Aufziehen von farbigen Papieren, Fotos oder Lichtpausen auf Strohpappe unter Einfluss des wasserhaltigen Kleisters bleichend. Strohpappen werden heute kaum noch hergestellt.
Hartpappe wird aus Zellstoff, holzfreiem Altpapier, Lumpen, Hadern und Spinnereiabfällen hergestellt. Wie der Name schon sagt, ist sie sehr hart, fest und dicht gearbeitet. Durch mehrmaliges Kalandrieren (Glätten) ist ihre Oberfläche sehr glatt. In der Buchbinderei unterscheiden wir zwei Arten von Hartpappe, Marmorpappe und Pressspan.
• Marmorpappe ist eine schwarze Pappe, die auf einer Seite ein helleres Marmormuster trägt und eine leichte porenähnliche Prägung hat. Es gibt sie in den Stärken 1,2 – 1,6 mm, sie ist biege- und standfest, nicht spaltbar und besitzt eine vollkommen geschlossene Oberfläche. Verwendet wird Marmorpappe für Ordner, Streckmappen, Steifbroschuren.
• Pressspan ist äußerst zäh und fest, von großer Dichte, bis zum Hochglanz geglättet und von rötlichbrauner Farbe. Verwendet wird Pressspan beim Einpressen der Bücher als Zwischenlage, als Umschlag für Hefte, Broschuren, Mappen, als Unterlage beim Prägen, Schneiden, Stanzen und als Isolationsmaterial in der Elektroindustrie. Pressspan-Ersatzkarton ist leicht gewölkt und zweiseitig glatt. Die Farben sind grau, orange, grün, blau, schwarz, rot.
Wellpappe ist eine Pappe aus einer oder mehreren Wellenbahnen, die auf eine Bahn oder zwischen mehrere Bahnen ungewellten Papiers geklebt sind. Verwendet wird Wellpappe hauptsächlich zu Verpackungszwecken.
- Zum Verfassen von Kommentaren bitte anmelden.
Arten von Pappe
- Graupappe
- Lederpappe
- Strohpappe
- Hartpappe
- Marmorpappe
- Pressspan
- Wellpappe
Graupappe (Buchbinder-Pappe)
Es gibt Graupappe als Wickelpappe und als Maschinenpappe. Sie hat eine graue Farbe und heißt manchmal auch Maschinen-Graupappe. Dünne Maschinen-Graupappe heißt Schrenz (250 g/m2 – 400 g/m2).
Material:
Hauptsächlich Altpapier
Qualität:
Unterschiedlich, je nach Herstellungsverfahren und Qualität des Altpapiers.
Hand-Graupappe hat eine bessere Qualität.
Merkmale von Hand-Graupappe:
- Zäh und steif, aber nicht brüchig.
- Sehr reißfest, spaltet sich nicht
- Neutraler pH-Wert
Verwendung:
Decken, Mappen. Maschinen-Graupappe für Rücken-Einlagen
Holzpappe
Material:
Hauptsächlich Weißschliff
Merkmale:
- Leicht, porös, locker, saugfähig
- Sehr brüchig, kaum biegsam
- Vergilbt sehr schnell
Verwendung:
Als Kaschierpappe, z. B. Bilder, Pläne oder Plakate aufziehen.
Rückwand-Karton, Bieruntersetzer.
Lederpappe
Material:
Braunschliff (gedämpfter Holzschliff), Anteile von Altpapier, um Holz zu sparen
Merkmale:
- Braune Farbe, sieht lederähnlich aus
- Leicht und zäh
- Lederpappe kann man gut ritzen, rillen, stauchen und biegen
Verwendung:
Hauptsächlich in der Kartonagen-Industrie
Strohpappe
Material:
Strohstoff, sehr kurze Fasern
Bei Strohstoff wird gehäckseltes Stroh im Kugelkocher unter Dampfdruck gekocht.
Merkmale:
- Brüchig
- Strohpappe kann man nicht rillen
- pH-Wert nicht neutral, enthält Spuren von Ätzkalk.
Verwendung:
Wirkt beim Aufziehen von Bildern auf Strohpappe bleichend. Wird kaum noch hergestellt.
Hartpappe
Material:
Zellstoff, holzfreies Altpapier, Lumpen, Hadern, Spinnereiabfälle.
Herstellung: mehrfaches Kalandrieren (Glätten)
Merkmale:
- Sehr hart, fest, dicht
- Glatte Oberfläche
Verwendung:
2 Arten von Hartpappe: Marmorpappe und Pressspan
Marmorpappe
Merkmale:
- Schwarz, auf einer Seite helleres Marmor-Muster
- Leichte porenähnliche Prägung
- Stärken: 1,2 bis 1,6 mm
- Biegefest, standfest
- Geschlossene Oberfläche
- Nicht spaltbar (Man kann Marmorpappe nicht spalten.)
Verwendung:
Ordner, Streckmappen, Steifbroschuren
Pressspan
Merkmale:
- Extrem zäh und fest
- Sehr dicht
- Rötlich-braune Farbe
- Glatte Oberfläche bis Hochglanz
Verwendung:
- Beim Einpressen der Bücher als Zwischenlage
- Heft-Umschläge, Broschuren, Mappen;
- Unterlage beim Prägen, Schneiden, Stanzen;
- Isolationsmaterial in der Elektroindustrie
Pressspan-Ersatzkarton
Merkmale:
- Leicht gewölkt
- Beidseitig glatt
- Farben: grau, orange, grün, blau, schwarz, rot
Wellpappe
Herstellung:
Bei Wellpappe werden mindestens eine glatte und eine gewellte Pappe zusammengeklebt. Mehrere Bahnen können aufeinander geklebt sein.
Verwendung:
Hauptsächlich für Verpackungen
Formate, Gewicht, Stärke
Formate: Pappen werden in Schmal- und Breitbahn angeboten, wobei Schmalbahn überwiegt. Es gibt sie hauptsächlich in den Formaten 70 cm x 100 cm bis 80 cm x 114 cm, auf Wunsch sind auch Sonderformate erhältlich. Das normale Pappenformat beträgt 70 cm x 100 cm. Bei Wickelpappen findet man auch die Formate 72 cm x 102 cm oder 75 cm x 105 cm, die erst nach dem Beschnitt der meist welligen oder unregelmäßigen Ränder das Format 70 cm x 100 cm ergeben.
Rückenschrenz für die maschinelle Deckenherstellung gibt es auch in Rollen 15 mm – 50 mm breit.
Gewicht: Der Verkauf von Pappen erfolgt nach dem Gewicht. Sie sind meist in 25-kg-Pakete abgepackt. Bei Handgraupappe liegt das Quadratmetergewicht im Bereich von ca. 5 600 g – 750 g, bei Maschinengraupappe von ca. 900 g – 400 g, bei Strohpappe von ca. 1 000 g – 300 g, bei Lederpappe von ca. 900 g – 320 g und bei Holzpappe von ca. 2 000 g – 500 g.
Stärke: Die Angabe der Pappenstärke erfolgt heute schon vielfach in mm, was genauer und besser vorstellbar ist. In vielen Buchbindereien, besonders handwerklichen, wird die Stärke noch indirekt angegeben durch die Zahl der Pappen im Format von 70 cm x 100 cm bis 80 cm x 100 cm, die 25 kg oder 50 kg wiegen. Wenn beispielsweise von einer 20/40-er Pappe die Rede ist, so heißt dies, 20 Pappen wiegen 25 kg, 40 Pappen 50 kg. Man sollte dabei beachten, dass mit ansteigender Pappennummer die Pappe leichter und damit dünner wird und umgekehrt. So hat beispielsweise eine 15/30-er Graupappe eine Stärke von ca. 2,0 mm und ein Quadratmetergewicht von 2 120 g, eine 30/60-er Graupappe derselben Sorte eine Stärke von 1,0 mm und ein Quadratmetergewicht von 1 060 g.
Für Maschinengrau-, Holz-, Leder oder Strohpappe gelten die Stärkenangabe und das Quadratmetergewicht nicht.
- Zum Verfassen von Kommentaren bitte anmelden.
Formate, Gewicht, Stärke
Pappe gibt es in den Formaten: Schmalbahn und Breitbahn.
Das Format Schmalbahn ist häufiger.
Formate:
70 cm x 100 cm (= normal) bis 80 cm x 114 cm,
auf Wunsch auch Sonderformate
Format bei Wickelpappe:
72 cm x 102 cm oder 75 cm x 105 cm.
Nach dem Beschnitt haben sie Normal-Format 70 cm x 100 cm
Format von Rückenschrenz:
15 mm – 50 mm breite Rollen.
Rückenschrenz = dünne Maschinen-Graupappe (215 – 400 g/m2)
Rückenschrenz wird für die maschinelle Deckenherstellung verwendet.
Pappe | Gewicht pro m2 |
Hand-Graupappe | ca. 5 600 g – 750 g |
Maschinen-Graupappe | ca. 900 g – 400 g |
Strohpappe | ca. 1 000 g – 300 g |
Lederpappe | ca. 900 g – 320 g |
Holzpappe | ca. 2 000 g – 500 g |
Gewicht: Pappe wird nach Gewicht verkauft, meist in 25-kg-Paketen.
Stärke: Die Stärke von Pappe wird meist in mm angegeben.
Lagerung von Pappen
Werden Pappen aufeinandergestapelt gelagert, müssen die Verschnürungen von den Paketen entfernt werden. Erst so können die Tafeln flach und plan liegen und erhalten keine Eindrücke der Bänder oder Kordel. Auch sollten die Pakete nicht an der Verschnürung getragen werden, denn dies führt oft zum Einriss einzelner Bogenränder.
Pappen sollen auch nicht direkt auf Stein- oder Zementböden gelagert werden, denn schon geringe Feuchtigkeit des Bodens hat ein Werfen oder Wellig werden der unteren Tafeln zur Folge. Es ist zu empfehlen, sie auf Brettern zu lagern oder besser noch auf Holzpaletten, dann können sie ohne großen Aufwand mit dem Hubwagen transportiert werden. Ferner darf der Lagerraum für Pappen wie auch für Papier weder zu feucht noch zu trocken sein, um ein Welligwerden zu verhindern. Auch vor starker Sonneneinstrahlung sollten Pappen geschützt sein. Es könnten Farbveränderungen oder Vergilbung eintreten.
- Zum Verfassen von Kommentaren bitte anmelden.
Lagerung von Pappen
Regeln für die Lagerung:
- Aufeinander stapeln
- Verschnürungen entfernen
- Nicht direkt auf Stein- oder Zementböden lagern
- Auf Brettern oder Holzpaletten lagern
- In trockenem Raum lagern
- Vor Sonneneinstrahlung schützen
Folgen, wenn Pappe nicht richtig gelagert wird:
- Eindrücke von Bändern, wenn man die Verschnürungen nicht löst.
- Einrisse an Bogenrändern, wenn man die Pappe an der Verschnürung trägt.
- Pappe wird wellig, wenn sie auf feuchtem Boden oder in feuchten Räumen lagert.
- Farbe verändert sich oder vergilbt, wenn zu viel Licht auf die Pappe fällt.
Tipps für das Arbeiten mit Papieren, Kartons und Pappen
- Sammeln Sie Muster von Papieren, Kartons und Pappen!
- Schreiben Sie zu jedem Muster:
- Wo wurde dieses Papier (Karton, Pappe) verwendet?
- Hinweise für die Verarbeitung
- Besondere Eigenschaften
- Gab es Schwierigkeiten bei der Verarbeitung?
Kunststoffe
Kunststoffe beeinflussen unser Leben immer mehr. Wir finden sie als Haushaltsgegenstände und Textilien, in der Technik als Maschinenteile und Isoliermaterial. Kunststoffe sind nahezu in allen Wirtschaftszweigen der Industrie und des Handwerks neben die herkömmlichen natürlichen Werkstoffe und oft ersatzweise an deren Stelle getreten. Auch in die Druckweiterverarbeitung haben sie Eingang gefunden und werden dort als Überzugs-, Präge-, Schutz- und Verpackungsmaterial verwendet.
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 515.91 KB |
Kunststoffe
In der Druckweiterverarbeitung werden Kunststoffe verwendet
- als Material für Überzüge,
- zum Prägen,
- zum Schützen und Verpacken.
Mehr Informationen:
- Kunststoff-Arten
- Hilfsstoffe (Zusatzstoffe)
- Kunststoffe in der Druckweiterverarbeitung
- Prägefolien
Kunststoffarten
Kunststoffe sind Materialien, die in der Hauptsache aus makromolekularen organischen Verbindungen bestehen und durch chemische Umsetzungen entstehen. Makromolekular heißt, dass die kleinsten Bauteilchen der Kunststoffe nicht einzelne Moleküle, sondern vielmehr ganze Molekülklumpen bzw. Molekülfäden sind. Makromoleküle (makros kommt aus dem Griechischen und heißt groß) sind damit Groß- oder Riesenmoleküle, die aus mehreren Hundert bis einigen Tausend kleiner Moleküle aufgebaut sind. Diese Moleküle sind aber noch so unendlich klein, dass sie im Kunststoff mit bloßem Auge nicht sichtbar sind. Kunststoffe sind deshalb organische Verbindungen, weil sie alle das chemische Element Kohlenstoff enthalten, das in allen lebenden Organismen vorkommt.
Allen Kunststoffen gemeinsam sind das leichte Gewicht, die gute Isolation gegen elektrischen Strom und die Korrosionsfestigkeit, d. h., sie werden von Wasser, Salzen, Säuren, Laugen und vielen Chemikalien nicht angegriffen.
Nachteilig ist, dass sie nicht wärmefest sind, d. h., bei Temperaturen von über 200°C tritt bereits eine Zersetzung ein. Ferner sind sie elektrostatisch aufladbar, was dazu führt, dass sie Staub anziehen und zusammenkleben, was das Trennen erschwert.
Nach den Ausgangsstoffen und der Entstehung unterscheidet man halb- oder teilsynthetische und vollsynthetische Kunststoffe.
Teilsynthetische Kunststoffe werden aus makromolekularen Naturstoffen hergestellt, wobei diese durch chemische und physikalische Prozesse abgewandelt werden. Der makromolekulare Ausgangsstoff ist meist die Zellulose, die das Produkt eines Naturvorganges, der sog. Assimilation, ist. Aus dieser Zellulose wird durch Einwirkung von Laugen oder Säuren Zellglas, häufiger unter der Markenbezeichnung Cellophan bekannt, oder Zelluloseazetat gewonnen.
Die Rohstoffbasis für vollsynthetische Kunststoffe sind die Grundstoffe Erdöl, Erdgas, Kohle, Kalk, Wasser u. a. Diese Ausgangsstoffe sind niedermolekular, d. h., sie bestehen aus kleinen Molekülen, den sog. Monomeren. Die Herstellung der Kunststoffe erfolgt in der Vollsynthese durch Verknüpfen der Monomere zu Makromolekülen, auch Polymere genannt. Die Verknüpfung oder der Zusammenschluss von Einzelmolekülen zu ketten- oder fadenförmigen Riesenmolekülen ist ein sehr komplizierter chemischer Vorgang. Er wird als Polymerisation bezeichnet. Es entstehen völlig neue Stoffe mit ganz anderen Eigenschaften als denen der Grundstoffe.
Aufgrund der linearen oder räumlichen Vernetzung der Riesenmoleküle und des Verhaltens bei Einwirkung von Wärme unterteilt man die vollsynthetischen Kunststoffe auch in Thermoplaste und Duroplaste.
Thermoplaste sind Kunststoffe, die unter Wärmeeinwirkung, meist zwischen 80 °C und 160°C, weich, biegsam und lappig werden. In diesem Zustand lassen sie sich beliebig verformen. Beim Erkalten oder Abkühlen werden sie wieder fest und behalten die neue Form. Dieser Vorgang lässt sich beliebig oft wiederholen. Bei höherer Erwärmung als 160°C gehen die Thermoplaste in den plastischen (teigigen) Zustand über und lassen sich verschweißen.
Duroplaste sind Kunststoffe, die nur einmal bei Wärme in den plastischen Zustand überführt und verformt werden können. Beim Erkalten erstarren sie zu einer festen Masse und bleiben hart, auch wenn sie erneut erwärmt werden. Steigert man die Wärmezufuhr, so zersetzen sie sich, und der chemische Aufbau wird zerstört. Sie brennen nicht und sind nicht schmelzbar. Auch sind Duroplaste nicht schweißbar. Bei normaler Temperatur sind sie meist sehr hart und spröde. Duroplaste haben für die buchbinderische Verarbeitung keine Bedeutung. Wir finden sie als Massenartikel wie Lichtschalter, Steckdosen, Telefon- und Radiogehäuse, Bedienungsknöpfe, Griffe.
(Für weitere Details zu den Kunststoffen sehen Sie sich bitte die PDF-Datei an.)
- Zum Verfassen von Kommentaren bitte anmelden.
Kunststoff-Arten
Gemeinsame Eigenschaften von Kunststoffen:
Vorteile:
- Leichtes Gewicht
- Sie isolieren gut gegen elektrischen Strom.
- Sind beständig gegen Korrosion.
- Sind beständig gegen Wasser, Salze, Säuren, Laugen und viele Chemikalien.
Nachteile:
- Kunststoffe sind nicht wärmefest. Bei Temperaturen von über 200°C werden sie zerstört.
- Sie laden sich elektrostatisch auf. Dadurch ziehen sie Staub an.
- Sie kleben leicht zusammen, dann kann man sie schwer trennen.
Man unterscheidet:
- Teilsynthetische Kunststoffe (man sagt auch halbsynthetisch)
- Vollsynthetische Kunststoffe
Teilsynthetische Kunststoffe
Teilsynthetische Kunststoffe werden aus Naturstoffen hergestellt, die durch chemische und physikalische Prozesse verändert werden. Der Ausgangsstoff ist meist Zellulose. Aus der Zellulose gewinnt man Zellglas, bekannt unter dem Namen Cellophan.
Vollsynthetische Kunststoffe
Man unterscheidet Thermoplaste und Duroplaste.
Thermoplaste
Thermoplaste werden bei einer Temperatur 80°C und 160°C weich und biegsam. Man kann sie dann gut verformen. Beim Abkühlen werden sie wieder fest und behalten die neue Form. Das kann man immer wieder machen.
Bei Temperaturen über 160°C werden Thermoplaste plastisch (sehr weich). Man kann sie dann verschweißen.
Duroplaste
Duroplaste werden bei Wärme nur 1-mal plastisch, man kann sie nur 1-mal verformen. Beim Abkühlen werden sie fest und bleiben hart, auch wenn sie nochmals erwärmt werden. Bei noch höheren Temperaturen zersetzen sie sich, der chemische Aufbau wird zerstört. Duroplaste brennen nicht und schmelzen nicht. Man kann sie auch nicht schweißen. Bei normaler Temperatur sind sie sehr hart und spröde.
Verwendung:
Massenartikel wie Lichtschalter, Steckdosen, Telefon- und Radiogehäuse, Bedienungsknöpfe, Griffe.
Hilfsstoffe
Hilfs- oder Zusatzstoffe werden den kornförmigen Kunststoffen bei der Herstellung beigemischt, um ihnen bestimmte Eigenschaften zu verleihen.
Im Einzelnen sind dies hauptsächlich folgende Stoffe:
Wärmestabilisatoren verhindern das Zersetzen bei höheren Verarbeitungstemperaturen.
Füllstoffe sind erdige Zusätze (Kreide, Kaolin), wie wir sie bereits von der Papierherstellung her kennen. Sie haben auch weitgehend dieselben Aufgaben. Sie verbessern die mechanischen Eigenschaften, erhöhen die Opazität, setzen also die Transparenz herab und strecken den teuren Kunststoff.
Farbmittel: Von Natur aus sind Kunststoffe meist transparent und farblos. Farbmittel in Form von Pigmenten und Farbstoffen geben den gewünschten Farbton. Farbstoffe verleihen dem Kunststoff Färbung, ohne wesentlich seine Transparenz zu beeinflussen. Pigmente dagegen setzen beim Färben gleichzeitig die Transparenz herab.
Weichmacher sind ölige, schwerflüchtige Lösemittel, die in die Kunststoffe eingeknetet werden und sich zwischen die Moleküle einlagern. Sie schwächen dadurch die zwischenmolekularen Bindungen, lockern das Gefüge der Molekülfäden (Makromoleküle) auf und machen somit den sonst spröden Kunststoff geschmeidig, dehn- und formbar. Mit wachsendem Weichmachergehalt (bis 50 %) steigen Elastizität und Kältefestigkeit. Ein Nachteil der Weichmacher ist, dass sie unter Einwirkung von Wärme, Feuchtigkeit und Druck dazu neigen, in benachbarte Materialien zu wandern und diese zu verfärben, zu verkleben oder aufzulösen.
Gleitmittel dienen zur Herabsetzung der Klebrigkeit und Zähigkeit bei der Verarbeitung. Sie bilden einen dünnen Film und verbessern die Oberflächenglätte.
Antistatika sind Mittel, die die Oberflächenleitfähigkeit erhöhen und damit die elektrostatische Aufladung verringern. Es wird somit verhindert oder wenigstens vermindert, dass Staub- und Schmutzteilchen angezogen werden.
Alterungs- und Lichtschutzmittel: Sie verhindern die chemische Veränderung des Kunststoffes unter Einwirkung von Licht und Sauerstoff. Dadurch wird eine Versprödung oder farbliche Veränderung hinausgezögert.
Die meisten dieser Zusatzstoffe beeinflussen in starkem Maße die Be- und Verdruckbarkeit sowie die Prägbarkeit der Kunststofffolien.
- Zum Verfassen von Kommentaren bitte anmelden.
Hilfsstoffe in Kunststoffen
Die wichtigsten Hilfsstoffe sind bei der Herstellung von Kunststoffen sind: :
- Wärmestabilisatoren
- Füllstoffe
- Farbmittel (Farbstoffe und Pigmente)
- Weichmacher
- Gleitmittel
- Antistatikmittel
- Alterungs- und Lichtschutzmittel
Wärmestabilisatoren
Manchmal werden Kunststoffe bei hohen Temperaturen verarbeitet. Dann helfen Wärmestabilisatoren, damit die Kunststoffe stabil bleiben und sich nicht zersetzen.
Füllstoffe
Füllstoffe sind meistens Mineralstoffe, z. B. Kaolin, Kreide, Gips. Sie verbessern die mechanischen Eigenschaften. Sie machen den Kunststoff undurchsichtig und strecken den teuren Kunststoff. Füllstoffe braucht man auch bei der Papierherstellung. Bei Papier haben sie ähnliche Aufgaben. (-> Stoffmahlung und Zusatzstoffe).
Farbmittel
Von Natur aus sind Kunststoffe meist transparent und farblos. Pigmente und Farbstoffe färben den Kunststoff. Der Unterschied zwischen Pigmenten und Farbstoffen ist:
Farbstoffe färben nur, sie lassen den Kunststoff transparent.
Pigmente färben und machen den Kunststoff intransparent (undurchsichtig).
Weichmacher
Weichmacher sind ölige, schwerflüchtige Lösemittel. Schwerflüchtige Lösemittel verdunsten nicht so leicht. Sie werden in die Kunststoffe geknetet und lagern sich zwischen die Moleküle. Sie machen den Kunststoff weich und formbar. Je mehr Weichmacher in einem Kunststoff sind (bis 50 %), desto elastischer wird der Kunststoff.
Nachteil:
Bei Wärme, Feuchtigkeit und Druck können Weichmacher in benachbarte Materialien übergehen. Diese können dann verfärben, verkleben oder sich sogar auflösen.
Gleitmittel
Gleitmittel bilden einen dünnen Film auf der Oberfläche des Kunststoffes. Der Kunststoff wird glatter und weniger klebrig. So kann man ihn besser verarbeiten.
Antistatikmittel
Antistatikmittel verringern die elektrostatische Aufladung und verbessern die Leitfähigkeit der Oberfläche. Dadurch zieht der Kunststoff weniger Staub und Schmutz an.
Alterungs- und Lichtschutzmittel
Wenn Kunststoffe viel Licht und Sauerstoff bekommen, werden sie spröde und die Farben verblassen. Weiß wird gelblich. Alterungs- und Lichtschutzmittel schützen den Kunststoff vor diesen Veränderungen.
Wichtig für die Druckweiterverarbeitung!
Die meisten Hilfsstoffe haben einen Einfluss darauf, wie gut man Kunststoff-Folien bedrucken und prägen kann.
Kunststoffe in der Druckweiterverarbeitung
Die Kunststoffe können unterteilt werden in:
• kunststoffbeschichtete Einbandstoffe,
• Kunststofffolien für die HF-Schweißtechnik,
• Schutz- und Kaschierfolien,
• Schrumpffolien,
• Prägefolien.
3.2.3.1 Kunststoffbeschichtete Einbandstoffe
3.2.3.2 Kunststofffolien
3.2.3.3 Kaschier- und Schutzfolien
3.2.3.4 Schrumpffolien
(Für weitere Details zu den Kunststoffen sehen Sie sich bitte die PDF-Datei an.)
- Zum Verfassen von Kommentaren bitte anmelden.
Kunststoffe in der Druck-Weiterverarbeitung
Die Kunststoffe können unterteilt werden in:
- Kunststoffbeschichtete Einbandstoffe
- Kunststoff-Folien für die HF-Schweißtechnik
- Schutz- und Kaschierfolien
- Schrumpf-Folien
- Prägefolien
Kunststoffbeschichtete Einbandstoffe
Es handelt sich um Überzugsmaterialien, bei denen einseitig auf einen Träger eine Kunststoffschicht aufgebracht ist. In die Oberfläche der Kunststoffschicht ist meist eine Narben- oder Gewebestruktur gepresst, um Leder oder Gewebe zu imitieren. Wegen ihrer lederähnlichen Eigenschaften und Oberfläche tragen sie häufig auch die Bezeichnung Kunstleder. Durch ihren schichtförmigen Aufbau werden sie auch Schichtstoffe genannt.
Als Trägermaterial werden Gewebe, Faservliese oder Papier verwendet. Die Gewebeträger sind aus Baumwolle, Zellwolle oder Kunstfasern (Kunstseide) und vor der Beschichtung in der Farbe des Kunststoffes eingefärbt. In der Regel ist das Gewebe auf der Rückseite sichtbar.
Faservliesträger bestehen aus Zellulose-, Textil- oder Lederfasern, die entweder durch Verfilzen oder mit Hilfe von Bindemitteln zusammenhalten.
Papierträger sind auf der Rückseite gut erkennbar und besitzen eine ausreichende Festigkeit. Sie haben jedoch gegenüber der Beschichtung eine andere Elastizität und ein anderes Dehn- und Schrumpfvermögen. Dies kann unter Umständen zu einer Ablösung führen.
Als Kunststoffe für die Beschichtung von Einband-Schichtstoffen werden verwendet:
Teilsynthetische Kunststoffe: Der älteste und bekannteste Kunststoff dieser Gruppe ist die Nitrozellulose.
Vollsynthetische Kunststoffe: Heute werden überwiegend vollsynthetische Kunststoffe zur Beschichtung verwendet. Polyvinylchlorid (PVC) ist der bekannteste und am meisten verwendete Kunststoff. Andere Kunststoffe sind noch Polyvinylidenchlorid (PVDC), Polyurethan (PUR) und Mischpolymerisate.
Der Beschichtungsvorgang selbst kann nach verschiedenen Methoden erfolgen.
Streichen: Der eingefärbte flüssige oder pastose Kunststoff wird von einer Auftragswalze auf die Papier- oder Gewebebahn gebracht und die überschüssige Masse durch eine Rakel abgestreift.
Walzenschmelzverfahren: Das Rohmaterial des Kunststoffes wird zwischen beheizten Walzen plastifiziert. Durch den verstellbaren Walzenspalt entsteht ein dünner Film, der von einer anderen Walze, über die die Trägerbahn läuft, abgenommen und miteinander verbunden wird.
Kaschieren: Eine mit Spezialklebern versehene Folie (z. B. PVC) wird zwischen heißen Walzen auf den Träger aufgebracht.
Bei allen Verfahren wird die Oberfläche, solange der Kunststoff noch plastisch verformbar ist, durch Walzen geglättet oder eine Narbung eingepresst.
Eine Beschichtung ist in der Regel und bei Gewebe immer aus mehreren Strichen unterschiedlicher Rezeptur (Zusammensetzung) aufgebaut. Jeder Strich hat verschiedene Aufgaben zu erfüllen.
Zunächst wird ein Grundstrich bzw. eine Grundierung aufgetragen. Diese hat die Aufgabe, eine Haftung zwischen Träger und Kunststoff zu vermitteln. Bei weitmaschigen und leichten Naturfasergeweben oder stark saugenden Vliesen oder Papieren soll die Grundierung nur oberflächlich die Poren bzw. Löcher und sonstige Unebenheiten verschließen, damit die nachfolgenden Striche glatt und eben werden und nicht in den Träger einsinken. Nach dem Grundstrich folgt ein Mittelstrich, der meistens schwerer ist als der Grundstrich und die Eigenschaften wie Farbe, Griff, Weichheit, Flexibilität und Kältefestigkeit des beschichteten Materials im Wesentlichen bestimmt. Der Deckstrich ist in der Regel aus Kunststofflösungen, die dem Kunstleder einen angenehmen, trockenen Griff vermitteln und auch seine sonstigen Oberflächeneigenschaften verbessern.
Eigenschaften: Einband-Schichtstoffe haben eine hohe Einreiß-, Scheuer- und Kratzfestigkeit.
Ferner weisen sie wegen ihrer Oberflächenvergütung eine gute Schmutz- und Säureunempfindlichkeit, Schimmelpilzresistenz, Licht- und Farbechtheit und Abwaschbarkeit auf.
Verarbeitung: Einband-Schichtstoffe werden nicht verschweißt, sondern können mit allen Klebstoffen verarbeitet werden, die für Kaschierarbeiten eingesetzt werden. Um ein Ablösen des Vorsatzes von den Einschlägen zu vermeiden, sollten beim Anpappen Spezialkleber (Kunststoffkleber) mit besonders hohen Adhäsionskräften verwendet werden.
Im Prägefoliendruck lassen sich die Schichtstoffe mit den meisten Prägefolientypen ohne nennenswerte Schwierigkeiten bedrucken. Voraussetzung ist jedoch eine auf die Kunststoffbeschichtung abgestimmte Haftschicht der Prägefolie.
Bei sehr grob genarbten Materialien ist zu beachten, dass eine gute Flächendeckung sehr schwer zu erreichen ist, da die Narbung des Materials beim normalen Prägevorgang nicht glattgedrückt werden kann.
Da die Beschichtung bei hoher Temperatureinwirkung plastisch wird und sich so störende Wulstränder zeigen können, sollten leicht ablösende Prägefolientypen, die eine niedrigere Prägetemperatur zulassen, eingesetzt werden.
Besteht die Beschichtung aus Weich-PVC, kann die Prägung durch Weichmacherwanderung angegriffen werden. Dies zeigt sich eventuell erst nach 2–3 Tagen durch Farbveränderung oder Erweichen der geprägten Oberfläche.
Verwendung: Kunststoffbeschichtete Einbandstoffe werden als Oberzugsmaterial für Bucheinbände, Broschuren, Mappen, Ordner usw. verwendet. Da die Oberfläche unempfindlich gegen Schmutz und Feuchtigkeit ist, sind sie für vielgebrauchte Bücher gut geeignet.
Für wertvolle und länger aufzubewahrende Druckwerke sollte man keine kunststoffbeschichteten Einbandstoffe verwenden, da eine hohe Alterungsbeständigkeit nicht garantiert wird.
Merke
• Kunststoffbeschichtete Einbandstoffe sind Überzugsmaterialien, bestehend aus Papier-, Faservlies oder Gewebeträger mit einseitiger Kunststoffbeschichtung.
• Die Oberfläche ist widerstandsfähig gegen mechanische Einwirkungen wie auch gegen Schmutz und Feuchtigkeit.
• Die Verarbeitungsbedingungen sind dieselben wie bei Papier und Gewebe.
• Durch ihr Aussehen, ihre Oberflächenstruktur und ihre Eigenschaften werden sie auch „Kunstleder“ genannt.
• Die Bezeichnung „Schichtstoffe“ stammt vom schichtförmigen Aufbau.
- Zum Verfassen von Kommentaren bitte anmelden.
Kunststoffbeschichtete Einbandstoffe
Merkmale:
- Ein Trägermaterial ist 1-seitig mit Kunststoff beschichtet.
- Die Oberfläche hat meist eine Narben- oder Gewebestruktur.
Die Narbenstruktur imitiert Leder (Kunstleder).
Die Gewebestruktur imitiert Gewebe. - Diese Einbandstoffe sind in Schichten aufgebaut.
Deshalb heißen sie Schichtstoffe oder Einband-Schichtstoffe.
Sie eignen sich gut für Überzüge.
Trägermaterial kann Gewebe, Faservlies oder Papier sein.
Abb. 3.2-1: Kunststoffbeschichtete Einbandstoffe auf Gewebe-, Faservlies- und Papierträger
Gewebe-Träger
Material:
Baumwolle, Zellwolle oder Kunstfasern (Kunstseide).
Das Material wird vor der Beschichtung in der Farbe des Kunststoffes eingefärbt. Das Gewebe kann man auf der Rückseite sehen.
Faservlies-Träger
Material:
Zellulosefasern, Textilfasern oder Lederfasern.
Die Fasern halten durch Verfilzen oder mit Bindemitteln zusammen.
Papier-Träger
Papier-Träger kann man auf der Rückseite gut erkennen. Sie sind fest, haben aber eine andere Elastizität als die anderen Trägermaterialien.
Eigenschaften:
- Sehr widerstandsfähig gegen Einreißen und Kratzern (Fachbegriffe: Einreißfestigkeit, Scheuer- und Kratzfestigkeit)
- Schmutzabweisend
- Säurebeständig
- Widerstandsfähig gegen Schimmelpilze
- Licht- und farbecht (Sie verblassen nicht bei Licht-Einwirkung.)
- Man kann sie abwaschen.
Nachteil:
Manchmal kann sich das Papier ablösen, z. B. bei Feuchtigkeit.
Verarbeitung:
Mit allen Klebstoffen, die man auch beim Kaschieren verwendet. Beim Ankleben nimmt man Spezialkleber (Kunststoff-Kleber) mit besonders hohen Adhäsionskräften, damit sich der Vorsatz nicht vom Einschlag löst.
Prägefolien-Druck
Schichtstoffe kann man gut mit den meisten Prägefolien-Typen bedrucken.
Voraussetzung:
Die Haftschicht der Prägefolie ist auf die Kunststoff-Beschichtung abgestimmt.
Hinweise:
- Bei groben Narben-Strukturen kann man die Narben nicht richtig glatt drücken. Dann ist die Flächendeckung schwierig.
- Bei hohen Temperaturen können sich Wulst-Ränder bilden. Deshalb soll man leicht ablösende Prägefolien nehmen, die man bei niedrigen Temperaturen verarbeiten kann.
- Bei Beschichtungen aus Weich-PVC können die Weichmacher wandern und die Prägung beschädigen. Man sieht die Schädigung eventuell erst nach 2–3 Tagen, wenn sich die Farbe verändert oder die geprägte Oberfläche weich wird.
Verwendung:
Überzug für Bucheinbände, Broschuren, Mappen, Ordner usw.
Für wertvolle Bücher nimmt man besser keine kunststoffbeschichteten Einbandstoffe. Sie sind nicht alterungsbeständig.
Merke:
- Kunststoffbeschichtete Einbandstoffe sind Überzugsmaterialien aus Papier, Faservlies oder Gewebe-Träger mit 1-seitiger Kunststoffbeschichtung.
- Die Oberfläche ist widerstandsfähig gegen Kratzer, Stöße, Schmutz und Feuchtigkeit.
- Kunststoffbeschichtete Einbandstoffe werden unter den gleichen Bedingungen verarbeitet wie Papier und Gewebe.
- Kunststoffbeschichtete Einbandstoffe heißen auch Kunstleder, weil sie aussehen wie Leder und ähnliche Eigenschaften haben.
- Sie heißen auch Schichtstoffe, weil sie in Schichten aufgebaut sind.
Kunststofffolien
Unter Kunststofffolien versteht man schichtförmige Bahnen, die aus einer durchgehenden, teil- oder vollsynthetischen Kunststoffmasse bestehen. Ihre Stärke liegt zwischen 0,08 mm und 1 mm. Sie haben keine Gewebe-, Vlies- oder Papierunterlage.
Als besonders geeignet haben sich die PVC-Folien gezeigt. Nur sie werden im Folgenden näher betrachtet.
Herstellung der PVC-Folie: Polyvinylchlorid (PVC) ist ein vollsynthetischer Kunststoff der Gruppe der Thermoplaste. Dem aus den Grundstoffen Kohle, Erdöl, Kalk, Steinsalz, Wasser und Luft synthetisch hergestellten weißen, körnigen Pulver werden Weichmacher, Füllstoffe, Farbstoffe und Stabilisatoren beigemengt. Für die Herstellung der Folienbahn gibt es mehrere Möglichkeiten. Nur die zwei häufigsten Verfahren sind kurz angesprochen.
Kalanderverfahren: Die gemischten Roh- und Hilfsstoffe werden in einem Walzwerk durch Druck und Hitze zu einer plastischen Masse aufbereitet. Auf dem Kalander, einem Walzenturm, wie wir ihn von der Papierherstellung kennen, wird die Masse auf die gewünschte Dicke zu einer Folienbahn ausgezogen oder ausgewalzt. Eine Veredelung der Oberfläche kann dadurch erfolgen, dass in die noch heiße Bahn durch kalte Stahlprägewalzen ein Muster oder eine Struktur gepresst wird.
Extruderverfahren: Das Rohmaterial in grobkörniger Form (Granulat) wird in beheizten Schneckenpressen (Extruder) plastifiziert, komprimiert und durch eine Breitschlitzdüse oder Ringdüse gepresst. Breitschlitzdüsen liefern Bahnen bis zu 2 m Breite und einer Dicke zwischen 0,4 mm und 15 mm. Dünne Folien von 0,015 mm bis 0,3 mm Dicke werden durch Ringdüsen geformt. Dabei tritt der Kunststoff kontinuierlich als ein sehr dünnwandiger Schlauch aus. Beim Austritt wird dieser Schlauch mit Luft aufgeblasen, wodurch die Bahnbreite und Dicke der Folie bestimmt wird. Nach dem Durchlauf einer Kühlstrecke wird der Schlauch gefaltet, flachgelegt und seitlich zur doppelt liegenden Folie aufgeschnitten.
Eigenschaften der PVC-Folie: PVC-Folien sind elastisch in verschiedenen Graden (Weichfolie bis Hartfolie), weitgehend unempfindlich gegen Säuren, Laugen, Wasser, die meisten Öle, Benzin und viele andere Chemikalien. Auf der Oberseite sind sie kratz- und scheuerfest, gegen Schimmelpilze und Bakterien resistent (widerstandsfähig), mit Spezialfarbe zu bedrucken und mit Gold-, Bronze- und Farbfolie prägbar. Sie sind gut zu schneiden und zu stanzen sowie geruch- und geschmacklos.
Als thermoplastischer Stoff kann die Folie unter Temperatuschwankungen wachsen und schrumpfen, lappig weich werden oder sich verhärten. Zum anderen weisen die Gelenke bei Decken eine geringe Falzfestigkeit auf, was häufig zum Durchbrechen des Falzes führt und kaum behoben werden kann. Durch ungenügende Alterungsbeständigkeit kann die Folie verspröden und brüchig werden. Beigemischte Weichmacher können an die Oberfläche wandern und aufgebrachte Drucke, Prägungen oder Beschichtungen ungünstig beeinflussen (Weichmacherwanderung).
Die Arten der PVC-Folien unterscheiden sich hauptsächlich in der Elastizität und dem Aussehen. Im Einzelnen werden sie in folgende Gruppen eingeteilt:
Hart-PVC transparent: Eine PVC-Folie mit geringem Weichmacheranteil, ohne Füllstoffe und bis 0,5 mm dick. Sie kann glasklar, matt oder gefärbt sein.
Hart-PVC opak (undurchsichtig): Eine PVC-Folie mit geringem Weichmacheranteil, jedoch hohem Füllstoffgehalt und daher undurchsichtig. Ohne Farbstoffe ist sie weiß, mit Farbstoffzusätzen buntfarbig.
Weich-PVC transparent: Eine PVC-Folie mit höherem Weichmacheranteil und ohne Füllstoffe. Ansonsten treffen dieselben Eigenschaften zu wie bei der Hart-PVC-Folie transparent.
Weich-PVC opak: Eine PVC-Folie mit höherem Weichmacheranteil und Füllstoffgehalt und daher undurchsichtig. Die Folie ist meist eingefärbt, die Oberfläche glatt oder geprägt, glänzend oder matt.
Verarbeitung von PVC-Folien: PVC-Folien lassen sich mit den gebräuchlichen Klebstoffen nicht miteinander verbinden. Auch mit Spezialklebstoffen ist es kaum möglich. Sie lassen sich jedoch sehr einfach und schnell mit Hilfe von Wärme und Druck verschweißen.
Zum Prägen oder Bedrucken von PVC-Folien werden heute folgende Verfahren angewendet:
Prägefoliendruck: Darunter versteht man das normale thermische Prägen mit den üblichen Prägepressen, die mit Druck und Hitze arbeiten. Die optisch wirksame Schicht wird dabei lediglich auf die Oberfläche der PVC-Folie aufgesetzt. Damit jedoch eine Haftung der Metall- oder Farbschicht zustande kommt, muss eine Prägefolie mit spezieller Haftschicht verwendet werden. Auf einer stark genarbten Weich-PVC-Folie wirkt der normale Prägefoliendruck unschön. Eine ausreichende Haftung der Prägefolie ist fast unmöglich. In diesem Fall bedient man sich der HF-Prägung. (HF bedeutet: Hochfrequenz)
HF-Prägeverfahren: Bei diesem Verfahren wird zunächst durch eine HF-Schweißung die Narbung der Folie geglättet (Blindprägung) und somit das Bett für die Prägung geschaffen. Hierauf wird durch thermische Beheizung des Prägestempels die Farb- bzw. Metallschicht der Prägefolie in dieses Bett übertragen (Prägefoliendruck).
Abhebeverfahren: Beim Abhebeverfahren wird zuerst der Prägestempel angefärbt. Hierzu wird eine Spezialprägefolie mit der Prägeseite nach oben unter den Prägestempel geführt und mit einem kräftigen Druck die Farbe von der Prägefolie abgenommen. Anschließend wird mit HF-Strom in die Kunststofffolie hineingeschweißt. Die auf dem Stempel sitzende Farbe verbindet sich dabei fest mit dem Kunststoff.
Druckverfahren: PVC-Folien lassen sich auch mit Spezialfarbe bedrucken. Der Siebdruck bringt sehr gute Ergebnisse.
Verkleben von PVC-Folien: Obwohl PVC-Folien untereinander mit Klebstoff äußerst schwierig zu verbinden sind, so sind doch auf sie Papier oder Karton zu kaschieren, wie z. B. beim Anpappen der Vorsätze. Dazu sind die allgemein gebräuchlichen Klebstoffe nicht geeignet. Sie platzen nach dem Trocknen wieder ab. Die Klebstoffindustrie hat hierfür besondere Dispersionskleber, sog. Folienkleber, entwickelt. Es sind dies Klebstoffe, die besonders hohe Adhäsionskräfte besitzen und somit an der Kunststofffolie ausreichend haften können.
Verwendung von PVC-Folien
Hart-PVC transparent wird hauptsächlich zum Kaschieren von bedruckten Broschurenumschlägen oder Deckenüberzügen (Papierbänden) verwendet, um den Druck vor Verschmutzung zu schützen.
Hart-PVC opak findet Verwendung als Einlage oder Deckelersatz bei halbflexiblen und steifen Einbänden. Vielfach wird es aber auch als Registerblätter bei Ordnern oder Ringbüchern verwendet.
Aus Weich-PVC transparent werden hauptsächlich Klarsicht- und Ausweishüllen hergestellt.
Weich-PVC opak dient in der industriellen Buchbinderei als Oberzugsmaterial. Es werden aus ihm flexible, halbflexible und steife oder feste Decken angefertigt. Die flexible Decke besteht vorwiegend aus einer, vereinzelt auch aus zwei zusammengeschweißten Weichfolien. Bei der halbflexiblen Decke wird eine Weichfolie außen mit einer Hartfolie innen verschweißt. Die steife oder feste Decke enthält eine Pappeneinlage zwischen zwei verschweißten Weichfolien.
Mit PVC-Decken werden hauptsächlich kurzlebigere Veröffentlichungen ausgestattet.
Im Einzelnen können dies sein:
• Wörterbücher, Nachschlagwerke
• Schul- und Kochbücher
• Alben
• Werkstattbücher und Industriekataloge
• Sammel- und Schreibmappen
• Taschen- und Notizkalender.
- Zum Verfassen von Kommentaren bitte anmelden.
Kunststoff-Folien
Kunststoff-Folien sind schichtförmige Bahnen. Sie bestehen aus einer durchgehenden, teil- oder vollsynthetischen Kunststoff-Masse. Sie haben keine Gewebe-, Vlies- oder Papierunterlage.
Stärke: zwischen 0,08 mm und 1 mm.
Besonders geeignet sind PVC-Folien (PVC = Polyvinylchlorid).
Günstige Eigenschaften:
- PVC-Folien sind unterschiedlich elastisch, von Weichfolie bis Hartfolie.
- Sie sind unempfindlich gegen Säuren, Laugen, Wasser, Benzin, gegen die meisten Öle und viele andere Chemikalien.
- Sie sind kratz- und scheuerfest.
- Sie sind widerstandfähig (resistent) gegen Schimmelpilze und Bakterien.
- Sie sind geruchlos und geschmacklos.
- PVC-Folien kann man mit Spezialfarbe bedrucken und mit Gold-, Bronze- und Farbfolie prägen.
- PVC-Folien kann man gut schneiden und stanzen.
Ungünstige Eigenschaften:
- PCV-Folie ist ein thermoplastischer Stoff. Das heißt, wenn sich die Temperatur ändert, kann sich die Folie dehnen oder schrumpfen, lappig weich werden oder hart.
- Der Falz kann an den Gelenken von Decken brechen und man kann es nicht reparieren.
- PVC-Folie ist nicht alterungsbeständig. Die Folie kann brüchig werden.
- Die Weichmacher in der PVC-Folie können an die Oberfläche wandern und Drucke, Prägungen oder Beschichtungen beschädigen (Weichmacher-Wanderung).
Verarbeitung von PVC-Folien:
PVC-Folien kann man nicht mit den gebräuchlichen Klebstoffen verbinden. Aber man kann sie einfach und schnell mit Wärme und Druck verschweißen.
Präge- oder Druck-Verfahren
- Prägefolien-Druck
- HF-Prägeverfahren (HF = Hochfrequenz)
- Abhebe-Verfahren
Prägefolien-Druck
Thermisches Prägen mit den Prägepressen, die mit Druck und Hitze arbeiten. Die Prägefolie muss eine spezielle Haftschicht haben, damit die Metall- oder Farbschicht haftet.
Auf einer stark genarbten Weich-PVC-Folie sieht der normale Prägefolien-Druck nicht schön aus. Die Prägefolie haftet nicht gut genug. Hier ist eine HF-Prägung (HF = Hochfrequenz) besser.
HF-Prägeverfahren
Zuerst wird die Narbung der Folie mit einer HF-Schweißung geglättet (Blindprägung).
Der Prägestempel wird heiß und bringt nun die Farb- oder Metallschicht der Prägefolie auf die geglättete Fläche (Prägefolien-Druck).
Abhebeverfahren
Eine Spezial-Prägefolie wird unter den Prägestempel geführt. Die Prägeseite liegt oben. Die Farbe wird von der Prägefolie abgenommen und ist nun auf dem Stempel.
Dann wird mit HF-Strom in die Kunststoff-Folie hineingeschweißt. Dabei verbindet sich die Farbe auf dem Stempel fest mit dem Kunststoff.
PVC-Folien verkleben
PVC-Folien kann man nicht mit Klebstoff verbinden, bzw. es ist extrem schwierig. Aber man kann PVC-Folien auf Papier oder Karton kaschieren, z. B. wenn man die Vorsätze anklebt. Dafür gibt es besondere Dispersionskleber, sog. Folienkleber.
Das sind Klebstoffe mit besonders hohen Adhäsionskräften, die gut an der Kunststoff-Folie haften können. Allgemein gebräuchliche Klebstoffe sind nicht geeignet. Sie platzen nach dem Trocknen wieder ab.
Verwendung von PVC-Folien
PVC-Art | Verwendung für … |
Hart-PVC transparent
| Broschuren-Umschläge oder Decken-Überzüge (Papierbände) kaschieren |
Hart-PVC opak
| Einlage oder Deckel-Ersatz bei halb-flexiblen und steifen Einbänden. Registerblätter bei Ordnern oder Ringbüchern |
Weich-PVC transparent
| Klarsichthüllen, Ausweishüllen |
Weich-PVC opak
| Überzugsmaterial für flexible, halb-flexible und |
PVC-Decken
PCV-Decken | Herstellung |
Flexible Decke | meist aus 1, manchmal aus 2 zusammengeschweißten Weichfolien |
Halb-flexible Decke | eine Weichfolie außen wird mit einer Hartfolie innen verschweißt |
Steife bzw. feste Decke | zwischen 2 verschweißten Weichfolien ist eine Pappen-Einlage |
PVC-Decken nimmt man für Druck-Erzeugnisse, die nicht so lange halten müssen.
Beispiele:
- Wörterbücher, Nachschlagewerke
- Schulbücher, Kochbücher
- Alben
- Werkstattbücher und Industriekataloge
- Sammelmappen und Schreibmappen
- Taschenkalender, Notizkalender
Kaschier- und Schutzfolien
Kaschier- und Schutzfolien sind Klarsichtfolien und werden auf Schutzumschläge, Deckenüberzüge und Broschurenumschläge ein- oder zweiseitig kaschiert. Sie erhöhen die Widerstandsfestigkeit gegen mechanische Einflüsse, schützen vor Verschmutzung und Einwirkung von Feuchtigkeit und chemischen Stoffen. Der Vorgang des Kaschierens wird als „Laminieren“ bezeichnet. Alte Bezeichnung ist „Cellophanieren“.
Arten von Kaschierfolien
Zelluloseazetat (CA) gehört in die Gruppe der teilsynthetischen Kunststoffe (abgewandelter Naturstoff).
Herstellung: Das zusammen mit Weichmachern in einem Lösungsmittel gelöste Azetat wird durch eine Schlitzdüse auf ein endloses Metallband gegossen. Durch das Verdunsten des Lösungsmittels erstarrt der dünne Film zur Folie, die nachgetrocknet und aufgewickelt wird.
Eigenschaften: Die Zelluloseazetatfolie ist thermoplastisch, glasklar, hochglänzend bis matt, geschmeidig, wasserabweisend, öl- und fettdicht, aromadicht und geschmacksfrei. Sie ist mit Spezialklebstoffen gut zu verkleben und maßbeständig.
Polypropylen (PP) ist ein thermoplastischer, vollsynthetischer Kunststoff.
Herstellung: Die Folienbahn wird hauptsächlich im Extruderverfahren hergestellt.
Eigenschaften: Die Oberfläche der Polypropylenfolie ist glatt oder geprägt, matt bis hochglänzend und durch die hohe Härte sehr kratzfest. Sie hat eine hohe Transparenz, ist sehr reiß- und biegefest, wasserabweisend, beständig gegen Chemikalien, weitgehend öl- und fettdicht und bis 140 °C temperaturbeständig.
Polyvinylchlorid (PVC): Zur Verwendung kommen die Hart- und Weich-PVC-Folien transparent. Die Weich-PVC-Folie ist auch mit einer Strukturprägung erhältlich. Ihre Eigenschaften entsprechen weitgehend der Azetatfolie.
Kaschier- und Schutzfolien werden verarbeitet durch Verklebung mit Spezialklebstoffen, als selbstklebende Folien und durch Heißsiegeln.
Die Folienkaschierung erfolgt heute ausschließlich in Kaschieranstalten (Spezialbetriebe). Mittels eines Spezialklebstoffes oder Klebelackes wird die Folienbahn mit dem Papier oder Karton verbunden. Nachträglich kann eine Strukturprägung aufgebracht werden.
Verarbeitungshinweise: Für die Verklebung von folienkaschierten Druckbogen oder Umschlägen gibt es Spezialklebstoffe. Trotzdem kann es vorkommen, dass eine ausreichende Haftung nicht erreicht wird. Bei zweiseitig folienkaschierten Broschurenumschlägen muss die Klebefläche der Umschlaginnenseite unbedingt ausgespart werden.
Um ein Ablösen oder Brechen der Folie an der Rillung bei Umschlägen zu vermeiden, sollte die Vertiefung auf der kaschierten Seite liegen. Die Nut im unteren Rillwerkzeug muss eine genügende Weite aufweisen, um ein Abscheren des Materials zu verhindern. Als Faustregel für die Weite der Rillnut gilt: Stärke der Rilllinie + das 1,5-fache des zu rillenden Materials.
Bei folienkaschierten Überzügen mit Strukturprägung darf in der Buchdeckenmaschine nur mit minimalem Druck gearbeitet werden, um die Prägung nicht zu beeinträchtigen. Beim Einbrennen des Falzes sollte nur mit einer Temperatur von maximal 70 °C gearbeitet werden. Der Druck selbst darf dabei nur kurz sein. Teilkaschierte Flächen bei Schutzumschlägen erschweren das Zuschneiden und Umlegen. Beim Zuschneiden sollten nicht zu hohe Stapel in die Maschine gesetzt werden oder durch Einlegen entsprechender Materialien ein Ausgleich geschaffen werden. Was die Laufrichtung des Papiers oder Kartons betrifft, so soll sie auch bei der Folienkaschierung am Buch parallel zum Rücken, bei Broschurenumschlägen parallel zur Rillung sein. Bei Papieren unterhalb von 150 g/m2 ist zu berücksichtigen, dass eine einseitige
Folienkaschierung u. U. durch nachträgliche Feuchtigkeitsaufnahme zu unerwünschter Rollneigung führt. Eine wirksame Gegenmaßnahme ist die beidseitige Kaschierung.
Weitere Verarbeitungsschwierigkeiten können durch die Papieroberfläche, den Papierstrich, die Druckfarbe und Druckbestäubung entstehen. Eine frühzeitige Abstimmung zwischen Druckerei, Kaschieranstalt und Druckweiterverarbeitung ist unbedingt erforderlich.
Folienkaschierung mit selbstklebenden Folien: Bei der selbstklebenden Folie ist auf die Rückseite einer farblosen, transparenten Kunststofffolie ein nichttrocknender Haftkleber aufgebracht. Der Klebstoff wird durch ein Abdeckmaterial (Träger) geschützt. Der Träger wird erst kurz vor dem Aufkaschieren abgezogen. Als Abdeckmaterial verwendet man Hartfolien, gewachstes, pergamentartiges Papier oder Silikonpapier.
Verwendung: Selbstklebende Folien kommen hauptsächlich in Handbuchbindereien und Bibliotheken zum Einsatz. Sie dienen sowohl als Schutz für Bucheinbände, als auch für Karten, Plakate, Bilder, Pläne, Schautafeln u. a. Selbstklebende Kaschierfolien sind hauptsächlich für kurzlebigere, weniger wertvolle Verbrauchsobjekte bestimmt. Da ihre Alterungsbeständigkeit nicht gesichert ist, sollten sie nicht für Restaurierungsarbeiten, zum Ausbessern von Buchseiten und zum Überziehen von alten, wertvollen Dokumenten und Büchern verwendet werden.
Verarbeitungshinweise: Beim Abziehen der Folie vom Abdeckmaterial soll die Folie nicht gedehnt oder gezerrt werden. Die Folie wird von einer Seite her auf das Kaschiergut aufgelegt, blasenfrei angerieben und eingeschlagen. Die Eigenschaften des Haftklebers auf der Rückseite können sich mit der Zeit verändern. Es kann zu einem Austrocknen oder Zersetzen kommen, was meist ein Lösen der Folie und eine Verfärbung des Untergrundes zur Folge hat.
Heißsiegeln: Beim Heißsiegeln wird eine auf der Rückseite mit thermoplastischen Klebern oder Lacken beschichtete Folie auf Druckerzeugnisse zur Oberflächenveredelung aufgebracht. Der Kleber oder Lack auf der Rückseite der Folie wird mittels Wärme aktiviert (klebrig). Dabei wird die Folie zwischen beheizten Walzen oder Platten auf das Papier oder den Karton aufgebügelt. Meist erfolgt ein zweiseitiges Aufsiegeln, da nur einseitig gesiegelte Produkte leicht zum Rollen neigen.
Anwendungsbereiche: Heißsiegeln ist eine Spezialveredelung von Drucken, an die besonders hohe Ansprüche an Widerstandsfähigkeit gegen äußere Einflüsse wie Feuchtigkeit, Schmutz und Beschädigung gestellt werden. Anwendungsbeispiele sind: Merk- und Warntafeln, Betriebsanleitungen, Tabellen, Schaubilder, Schaltpläne, Schmieranweisungen, Preisschilder u. a. m. Als Siegelmaterial wird meist eine Hart-PVC-Folie transparent mit glänzender oder matter Oberfläche verwendet. Die Folie für die Rückseite kann auch farbig sein. Zum Einsiegeln eignen sich holzfreie Kunstdruckpapiere ab 115 g/m2. Andere oder leichtere Papiere neigen oft zur Transparenz. Die Druckfarben müssen bis 150 °C hitzebeständig bzw. heiß-kalandrierfähig sein. Metallicfarben eignen sich nicht. Eine Druckbestäubung darf nicht stattgefunden haben.
Merke
• Kaschier- und Schutzfolien erhöhen die Widerstandsfestigkeit gegen mechanische Einflüsse, schützen vor Verschmutzung und Einwirkungen von Feuchtigkeit und chemischen Stoffen. Zum anderen erhöhen sie den Wert und die Werbewirksamkeit des Druckerzeugnisses.
• Als Kaschierfolie werden die Kunststoffe Zelluloseazetat, Polypropylen und Polyvinylchlorid verwendet.
• Als Kaschierverfahren werden angewendet: Folienkaschierung durch Aufbringen von Spezialklebern; Folienkaschierung mit selbstklebenden Folien; Heißsiegeln.
• Um Verarbeitungsschwierigkeiten zu vermeiden, sollten die Anweisungen der Folienhersteller und Kaschieranstalten beachtet werden.
• Alterungserscheinungen der Kaschierfolien können sich negativ auf die Druckerzeugnisse auswirken.
- Zum Verfassen von Kommentaren bitte anmelden.
Kaschier- und Schutzfolien
Kaschier- und Schutzfolien sind Klarsichtfolien. Sie werden 1- oder 2-seitig auf Schutzumschläge, Decken-Überzüge und Broschuren-Umschläge kaschiert.
Sie sollen vor Beschädigungen, Schmutz oder Feuchtigkeit schützen. Man nennt das Kaschieren auch Laminieren. (Eine alte Bezeichnung ist Cellophanieren.)
Herstellung:
Hauptsächlich im Extruder-Verfahren. Ein Extruder ist eine beheizte Presse, in der ein Granulat plastifiziert, komprimiert und dann durch eine breite Düse gepresst wird. Man erhält Bahnen, die bis zu 2 m breit und 0,4 bis 15 mm dick sind.
Eigenschaften:
- Glatte oder geprägte Oberfläche, matt bis hochglänzend
- Sehr hart und sehr kratzfest
- Sehr transparent
- Sehr reißfest und biegefest
- Wasserabweisend
- Beständig gegen Chemikalien, Öl und Fett
- Beständig gegen Temperaturen bis 140 °C
Verfahren für das Verarbeiten von Kaschier- und Schutzfolien:
a) Folien-Kaschierung mit Spezial-Klebstoffen
b) Folien-Kaschierung mit selbstklebenden Folien
c) Heißsiegeln
a) Folien-Kaschierung mit Spezial-Klebstoffen
Eine Folie wird mit einem Spezial-Klebstoff oder Klebelack mit dem Papier oder Karton verbunden. Danach kann man auch eine Struktur prägen. Diese Folienkaschierung machen nur spezielle Betriebe (Kaschier-Anstalten).
Hinweise zur Verarbeitung:
- Bei 2-seitig folienkaschierten Broschuren-Umschlägen werden nur der Vorderdeckel und der Rückdeckel mit Folie belegt. Auf der Innenseite bleiben Rücken und Falz ausgespart.
 Grafik einfügen
Grafik einfügen
- Bei Umschlägen darf die Folie an der Rillung nicht brechen. Deshalb muss man beachten:
- Die Rillung muss an der kaschierten Seite liegen.
- Die Rill-Nut muss breit genug sein.
Regel: Stärke der Rill-Linie + das 1,5-fache des Papiers/Kartons
- Bei Struktur-Folien darf die Buchdecken-Maschine nur mit minimalem Druck arbeiten, damit die Prägung nicht zerstört wird.
- Der Falz darf nur mit maximal 70 °C eingebrannt werden. Dabei darf der Druck nur kurz sein.
- Wenn Schutz-Umschläge teilkaschierte Flächen haben, dann ist das Zuschneiden und Umlegen schwierig.
- Beim Zuschneiden dürfen die Stapel nicht so hoch sein.
- Die Laufrichtung des Papiers oder Kartons soll parallel zum Buchrücken sein. Bei Broschuren-Umschlägen parallel zur Rillung.
- Papiere mit weniger als 150g/m2 nicht 1-seitig kaschieren. Wenn es feucht wird, kann es sich verformen. Besser ist eine 2-seitige Kaschierung
- Manche Papier-Oberflächen, Druckfarben oder die Druck-Bestäubung können Probleme verursachen.
Wichtig!
Druckerei, Kaschieranstalt und Druckweiterverarbeitung müssen sich frühzeitig absprechen.
b) Folien-Kaschierung mit selbstklebenden Folien:
Die selbstklebende Folie hat auf der Rückseite einen nicht-trocknenden Kleber. Der Kleber wird durch eine Abdeckung (Träger) geschützt.
Material der Abdeckung:
Hartfolie, gewachstes, pergamentartiges Papier oder Silikonpapier.
Die Abdeckung (Träger) wird erst kurz vor dem Kaschieren abgezogen.
Verwendung:
Hauptsächlich in Handbuchbindereien und Bibliotheken.
Schutz für Buch-Einbände, für Karten, Plakate, Bilder, Pläne, Schautafeln u. a.
Nicht geeignet für:
Wertvolle Bücher, Restaurierungen, Reparatur von Buchseiten, Schutz für wertvolle Dokumente.
Hinweise zur Verarbeitung:
- Folie beim Abziehen der Folie nicht dehnen oder zerren.
- Die Folie von einer Seite her auf das Kaschiergut auflegen, blasenfrei anreiben und einschlagen.
- Der Kleber kann nach einiger Zeit austrocknen oder sich zersetzen. Dann löst sich die Folie und der Untergrund verfärbt sich.
c) Heißsiegeln:
Heißsiegeln ist eine Oberflächen-Veredelung für Drucke.
Herstellung:
Eine Folie ist auf der Rückseite mit thermoplastischen Klebern oder Lacken beschichtet. Der Kleber oder Lack wird mit Wärme aktiviert (klebrig). Dabei wird die Folie zwischen beheizten Walzen oder Platten auf das Papier oder den Karton gebügelt. Meist bearbeitet man auch die Rückseite mit Heißsiegeln, weil 1-seitig gesiegelte Produkte sich leicht verformen.
Eigenschaften der Folie:
- Transparente Hart-PVC-Folie mit glänzender oder matter Oberfläche.
- Die Folie für die Rückseite kann auch farbig sein
Eigenschaften von Papier und Druckfarben:
- Holzfreie Kunstdruckpapiere ab 115 g/m2. Andere oder leichtere Papiere können transparent werden.
- Die Druckfarben müssen bis 150 °C hitzebeständig bzw. heiß-kalandrierfähig sein.
- Keine Metallicfarben
- Keine Druckbestäubung
Verwendung:
Für Drucke, die besonders widerstandsfähig gegen Beschädigung, Schmutz oder Feuchtigkeit sein sollen.
Beispiele:
Merk- und Warntafeln, Betriebsanleitungen, Tabellen, Schaubilder, Schaltpläne, Schmieranweisungen, Preisschilder u. a.
Merke:
- Kaschier- und Schutzfolien machen Drucke widerstandsfähig gegen mechanische Einflüsse (z.B. Stoßen). Sie schützen vor Schmutz, Feuchtigkeit und chemische Stoffe.
- Kaschier- und Schutzfolien machen Drucke wertvoller.
- Als Kaschierfolie verwendet man die Kunststoffe: Zelluloseazetat, Polypropylen und Polyvinylchlorid
- Kaschierverfahren sind:
- Folienkaschierung mit Spezialklebern,
- Folienkaschierung mit selbstklebenden Folien,
- Heißsiegeln. - Wenn Kaschierfolien alt werden, kann das negative Folgen für die Drucke haben.
- Wichtig: Die Anweisungen der Folienhersteller und Kaschieranstalten beachten!
Schrumpffolien
Schrumpffolien werden heute in großem Umfang eingesetzt. Man setzt sie ein zum Verpacken von einzelnen Büchern und Broschuren sowie von Zeitschriftenstapeln für den Versand. Schrumpffolien sind thermoplastische Kunststoffe, die bei der Ausformung der Folienbahn, also bei erhöhter Temperatur, eine Vordehnung erhalten. Die entstandene Spannung wird dann beim Abkühlen gewissermaßen „eingefroren“ und bleibt erhalten.
Beim Verpacken wird das Packgut (z. B. ein Buch) in die Folie eingewickelt und diese wiederum erwärmt. Dabei löst sich die Spannung, die Folie zieht sich wieder zusammen, schrumpft auf das Verpackungsgut auf und umschließt es fest. Wird die Folie nur in Längsrichtung gestreckt, spricht man von monoaxialer Reckung. Die Schrumpfung erfolgt dabei auch wiederum nur in Längsrichtung. Verwendung hauptsächlich für Banderolen. Wird die Folie in Längs- und Querrichtung gestreckt, spricht man von biaxialer Reckung. Die Schrumpfung erfolgt in beiden Richtungen und ist somit geeignet für Vollverpackungen.
Polyäthylenfolien sind meist milchig trüb, fühlen sich wachsartig und fettig an und sind wasserdicht. Die Spannung (Schrumpfspannung), mit der sich die Folie beim Schrumpfen um das Packgut legt, ist nicht sehr hoch. Während des Lagerns der Packungen kann diese Schrumpfspannung noch weiter absinken. Ferner haben Polyäthylenfolien nur eine geringe Haftung zueinander, was bedeutet, dass aufeinander gestapelte Packungen leicht verrutschen.
Polypropylen (PP) ähnelt sehr stark dem Polyäthylen. Sie ist jedoch von klarer Durchsicht, hohem Oberflächenglanz und ausreichender Oberflächenhärte. Sie hat nicht ganz den fettigen, wachsartigen Griff wie das Polyäthylen.
Polyvinylchloridfolie (PVC): Gegenüber den vorgenannten Schrumpffolien ist die PVC-Folie durchsichtiger und rutschfester, neigt aber leichter zum Verspröden.
Verarbeitung: Schrumpffolien werden als Flachfolie oder Folienhalbschlauch verarbeitet. Je nach Packungsinhalt haben sie verschiedene Stärken. Für Leichtpackungen (Bücher, Broschuren) verwendet man Stärken zwischen 20 my und 50 my (1 my = 1/1000 mm), für mittelschwere Packungen (Zeitungen, Zeitschriften) zwischen 50 my und 120 my und für schwere Packungen oder ganze Paletten zwischen 120 my und 200 my.
Merke
• Schrumpffolien dienen zum Verpacken. Es sind thermoplastische Kunststofffolien, die bei der Herstellung gestreckt und unter Spannung abgekühlt werden. Beim Verpacken werden sie wieder erwärmt und schrumpfen auf das Verpackungsgut auf.
• Schrumpffolien werden aus den Kunststoffen Polyäthylen, Polypropylen und Polyvinylchlorid hergestellt.
• Je nach Art des Kunststoffes unterscheiden sich Schrumpffolien in der Durchsicht (milchig trüb bis glasklar), der Rutschfestigkeit und der Schrumpftemperatur (80 bis 180 °C).
- Zum Verfassen von Kommentaren bitte anmelden.
Schrumpf-Folien
Verwendung:
Verpackung für den Versand, z.B. Bücher, Broschuren, Zeitschriftenstapel.
Gegenstände, die verpackt werden, nennt man Verpackungsgut.
Material und Herstellung:
Schrumpf-Folien sind thermoplastische Kunststoffe. Bei der Herstellung werden sie gestreckt und unter Spannung abgekühlt. Beim Verpacken werden sie wieder erwärmt und schrumpfen auf die Größe des Verpackungsguts.
Vorgang:
Beim Verpacken wird das Druck-Erzeugnis (z. B. ein Buch) in die Folie eingewickelt. Dabei wird die Folie dabei erwärmt und gedehnt. Beim Abkühlen zieht sich die Folie wieder zusammen, schrumpft auf die Größe des Buches und umschließt es fest.
Die Folie kann in 2 Richtungen gedehnt werden:
- Nur in Längsrichtung (monoaxial). Dann schrumpft sie auch nur in Längsrichtung. Hauptsächlich für Banderolen.
- In Längs- und Querrichtung (biaxial). Die Folie schrumpft in beide Richtungen. Für Voll-Verpackungen.
Verarbeitung:
Schrumpf-Folien gibt es als Flachfolie oder als Folien-Halbschlauch. Je nach Inhalt haben sie verschiedene Stärken.
Inhalt der Packung | Stärke (1 my = 1/1000 mm) |
Leicht: z.B. Bücher, Broschuren | 20 my bis 50 my |
Mittelschwer: z.B. Zeitungen, Zeitschriften | 50 my bis 120 my |
Schwer, z.B. ganze Paletten | 120 my und 200 my |
Merke:
- Schrumpf-Folien braucht man zum Verpacken.
- Schrumpf-Folien sind thermoplastische Kunststoff-Folien.
Bei der Herstellung werden sie gestreckt und unter Spannung abgekühlt. - Beim Verpacken werden sie wieder erwärmt und schrumpfen auf die Größe des Verpackungsguts.
- Schrumpf-Folien werden aus den Kunststoffen Polyäthylen, Polypropylen und Polyvinylchlorid hergestellt.
- Je nach Art des Kunststoffes unterscheiden sich Schrumpf-Folien in diesen Eigenschaften:
- Durchsichtigkeit (milchig trüb bis glasklar)
- Rutschfestigkeit
- Schrumpftemperatur (80 bis 180 °C)
Prägefolien
Bereits bei den ersten Bucheinbänden, den sogenannten Codizes, wurden die Deckel durch Gold-, Silber-, Elfenbein- und Edelsteinauflage verziert. Im Laufe der Zeit verwendete man Blattgold und presste mit Stempeln Linien, Ornamente und Inschriften auf das Leder oder andere Überzugsmaterialien. Heute bedient man sich hauptsächlich der Prägefolie, um auf die Buchdecke den Titel zu drucken oder eine angemessene Verzierung aufzubringen.
- Zum Verfassen von Kommentaren bitte anmelden.
Prägefolien
Mit Prägefolien kann man Buch-Einbände verzieren. Die Verzierung von Buch-Einbänden hat eine lange Geschichte, sie reicht bis ins Mittelalter. Besonders wertvolle Bücher hatten Auflagen aus Gold, Silber, Elfenbein oder Edelsteinen. Später verwendete man Blattgold oder man presste Verzierungen auf Leder-Einbände. Heute verwendet man hauptsächlich Prägefolien.
Aufbau der Prägefolie
Die Prägefolie, auch Träger- oder Rollenfolie genannt, besteht aus mehreren hauchdünnen Schichten, die auf ein Trägermaterial (Trägerband) aufgebracht sind. Die heutigen Prägefolien bestehen zum großen Teil aus vier Schichten. Der Folienträger oder Trägerfilm dient als Grundlage und Transportmittel für die anderen Schichten. Er besteht am häufigsten aus Polyester in der Dicke von 12 – 19 mμ. Das besonders dünne und reißfeste Polyesterband begünstigt ein konturenscharfes Ausprägen auch feinster Schriften und Zeichnungen. Ein Nachteil dieses Kunststoffträgers ist jedoch die elektrostatische Aufladung.
Vereinzelt werden auch noch Pergaminpapier oder andere Kunststofffolien verwendet. Die Trennschicht ist eine Binde- und Ablöseschicht von minimaler Stärke und besteht aus wachsartigen, farblosen Stoffen. Sie soll einerseits die optisch wirksame Schicht (Metall- oder Farbschicht) auf dem Trägerfilm halten, andererseits soll diese Schicht beim Prägefoliendruck durch Einwirkung von Hitze schmelzen und die nachfolgenden Schichten an den durch die Druckform vorbestimmten Stellen unbeschädigt vom Trägerfilm lösen. Die optisch wirksame Schicht (farbbestimmende Schichten) ist das sichtbare Mittel des Prägefoliendruckverfahrens, mit dem die gewünschte optische Wirkung auf dem Bedruckstoff erzielt wird.
Die Haftschicht besteht aus speziellen, flächig aufgetragenen Heißklebstoffen (Schellack oder Kunstharze). Durch die Hitzeeinwirkung des Prägewerkzeuges (Prägestempel) wird diese Schicht aktiviert (klebrig) und verbindet die optisch wirksame Schicht dauerhaft mit dem Bedruckstoff. Aufgrund der Vielzahl der zu bedruckenden Materialien gibt es auch die verschiedensten Zusammensetzungen und Eigenschaften der Haftschicht. Bei der Verarbeitung von Prägefolien ist dies unbedingt zu berücksichtigen.
- Zum Verfassen von Kommentaren bitte anmelden.
Aufbau der Prägefolie
Die Prägefolie (auch Trägerfolie oder Rollenfolie) besteht meist aus 4 hauchdünnen Schichten. Sie sind auf ein Trägermaterial (Trägerband) aufgebracht.
Abb. 3.2-10: Aufbau der Prägefolie
Trägerfolie
Die Trägerfolie ist die Grundlage für die anderen Schichten.
Sie ist meist aus Polyester und 12 – 19 mμ dick (sprich „mü“ = Mikrometer, 1 mμ = 0,001 mm). Die Trägerfolie nennt man wegen des Materials auch Polyester-Band. Sie ist sehr reißfest. Auch feinste Schriften und Zeichnungen können mit scharfen Konturen auf der Trägerfolie geprägt werden.
Nachteil: Trägerfolie kann sich wegen des Kunststoffs (Polyester) elektrostatisch aufladen.
Trennschicht
Unter der Trägerfolie ist eine Trennschicht. Sie ist eine Binde- und Ablöseschicht und besteht aus wachsartigen, farblosen Stoffen. Sie ist extrem dünn, nur 0,01 mμ. (mμ = Mikrometer, 1 mμ = 0,001 mm).
Aufgabe der Trennschicht:
- Die sichtbare Schicht (Farb- oder Metallschicht) auf der Trägerfolie halten,
- diese Schicht mit Hitze schmelzen,
- die folgenden Schichten an den gewünschten Stellen von der Trägerfolie lösen.
Optisch wirksame (= sichtbare) Schicht
Die optisch wirksame Schicht bestimmt die Farbe und Wirkung.
Haftschicht (= Klebschicht)
Die Haftschicht besteht aus speziellen Klebstoffen (Schellack oder Kunstharze). Die Haftschicht kann unterschiedlich zusammengesetzt sein und hat dann unterschiedliche Eigenschaften - je nach Material, das bedruckt wird.
Vorgang:
Der Prägestempel wird heiß. Durch die Hitze wird die Haftschicht aktiviert (klebrig) und verbindet die optisch wirksame Schicht mit dem Bedruckstoff.
Prägefolienarten
Metallisierte Prägefolien bestehen in ihrer optisch wirksamen Schicht aus Metall und Lack, der farbbestimmend wirkt. Das meistverwendete Metall ist Aluminium. Über dieser Aluminiumschicht liegt eine hochtransparente Lackschicht, die den fertigen Prägefoliendruck schützt und ihm Glanz und Farbe gibt. Ist der Lack farblos, so scheint das Aluminium unverändert durch, und es entsteht der bekannte Silberglanz. Durch gelbliche Lackfärbungen entstehen die Goldtöne, durch rosa gefärbte Lacke die Kupfertönungen. Intensive Buntfärbung der Lacke macht es möglich, leuchtend grüne, blaue oder rote metallisierte Prägefolien herzustellen. Wird statt der hochtransparenten Lackschicht eine matte aufgebracht, mildert sich der Metallglanz, und es entstehen die sogenannten Seidenglanzfolien. Zu den metallisierten Prägefolien zählt auch die Echtgoldfolie. Auf dem Trägerfilm befindet sich eine 16 – 24karätige Goldschicht, die im Hochvakuum aufgedampft wird. Auf Leder sollte sie unbedingt verwendet werden, weil sie von Gerb- und gewissen Farbstoffen in der Lederoberfläche kaum angegriffen wird.
Bronzeprägefolien bestehen in ihrer farbbestimmenden Schicht aus silber- oder goldfarbenen Metallpigmenten, die von einem Bindemittel zusammengehalten werden. Besondere Oxydschutzmittel verhüten das Entstehen unerwünschter Verfärbungen der Bronzeschicht, die durch den Einfluss von Fingerspuren oder Luftfeuchtigkeit (Oxydation) entstehen. Die Bronzeprägefolie ist eine gut deckende Folie, deren Haupteinsatzgebiet Bucheinbandmaterialien auf Gewebebasis sind.
Metallpigmentlackprägefolien (Metallic) wirken mit ihrer farbbestimmenden Schicht durch ein Gemenge von Farbpigmenten und Metallpigmentlamellen, die mittels eines Lackes gebunden werden. Diese Prägefolien zeigen eine glänzende Oberfläche und sind meist stark deckend.
Pigmentfarbprägefolien sind dadurch gekennzeichnet, dass ihre optisch wirksame Schicht aus schwarzen, weißen oder buntfarbigen Pigmenten besteht, die fein vermahlen von einem Bindemittel zusammengehalten werden. Die Oberfläche wirkt halbmatt bis seidenglänzend, der Farbton mehr oder weniger stark deckend.
Hochglanzfarbprägefollen (Lackfolien) sind solche Folien, deren optisch wirksame Schicht aus hochglänzendem Lack hergestellt wird. Dieser Lack kann sowohl farblos sein als auch schwarz, weiß oder bunt eingefärbt werden. Die mit farblosen Lacken versehenen Prägefolien werden auch Transparentlackprägefolien genannt. Mit ihnen lassen sich vor allem auf matten Bedruckstoffen sehr wirksame Glanzeffekte erzielen. Bei Reliefprägungen unterstützen solche Folien die plastische Wirkung mit ihrem Glanz.
Merke:
Prägefolien setzen sich überwiegend zusammen aus:
− dem Folienträger oder Trägerfilm aus Polyester
− der Trennschicht
− der optisch wirksamen Schicht (farbbestimmende Schicht) aus Aluminium, Bronze, Echtgold, Farbpigmenten und Farblacken
− der Haftschicht.
Entsprechend der optisch wirksamen Schicht werden folgende Prägefolienarten angeboten: metallisierte Prägefolien, Echtgold-, Bronze-, Metallpigmentlack (Metallic), Pigmentfarb-, Hochglanzfarb-(Lackfolien) und Transparentlackprägefolien.
Prägefolien werden in Rollenform unterschiedlicher Breite und Länge geliefert.
- Zum Verfassen von Kommentaren bitte anmelden.
Prägefolien-Arten
Die Prägefolien-Arten beziehen sich auf die optisch wirksame Schicht. Es gibt:
- Metallisierte Prägefolien
- Bronze-Prägefolien
- Metallpigmentlack-Prägefolien (Metallic)
- Pigmentfarb-Prägefolien
- Hochglanzfarb-Prägefolien (Lackfolien)
- Transparentlack-Prägefolien
Metallisierte Prägefolien
Bestandteile:
Metall und Lack. Die Metall-Schicht ist meist aus Aluminium. Über der Aluminium-Schicht liegt eine transparente Lack-Schicht.
Eigenschaften:
- Die Lack-Schicht schützt den fertigen Prägefolien-Druck.
- Der Lack bestimmt die Farbe und gibt ihm Glanz.
- Bei farblosem Lack scheint das Aluminium durch und glänzt silbern.
- Gelbliche Lacke machen Goldtöne.
- Rosa gefärbte Lacke machen Kupfertöne.
- Mit bunten Lacken macht man leuchtend grüne, blaue oder rote metallisierte Prägefolien.
- Eine matte Lackschicht macht einen sanften Metallglanz, die sogenannten Seidenglanzfolien.
Lack-Art | Wirkung |
farblos | Aluminium scheint durch -> Silberglanz |
gelblich | Goldton |
rosa | Bronzeton |
bunt | leuchtend bunt |
matt | Seidenglanz |
Echtgoldfolien sind auch metallisierte Prägefolien. Dann ist auf der Trägerfolie eine Schicht aus 16 – 24 Karat Gold, die im Hochvakuum aufgedampft wird.
Hinweis:
Echtgoldfolien kann man gut auf Leder verwenden, weil sie von den Gerb- und Farbstoffen im Leder kaum angegriffen wird.
Bronze-Prägefolien
Bestandteile:
Silber- oder goldfarbene Metallpigmente, die von einem Bindemittel zusammengehalten werden. In dem Bindemittel sind auch Oxyd-Schutzmittel, damit sich die Bronze-Schicht nicht verfärbt (z. B. durch Luftfeuchtigkeit oder durch Fingerabdrücke).
Eigenschaft:
Gut deckend.
Verwendung:
Hauptsächlich Buch-Einbände auf Gewebebasis.
Metallpigmentlack-Prägefolien (Metallic)
Bestandteile:
Mischung von Farbpigmenten und Metallpigmenten, die mit einem Lack gebunden werden.
Eigenschaften:
Glänzende Oberfläche, meist stark deckend.
Pigmentfarb-Prägefolien
Bestandteile:
Sehr feine Pigmente (schwarz, weiß oder bunt), die in einem Bindemittel gebunden sind.
Eigenschaften:
Halbmatt bis seidenglänzend, mehr oder weniger stark deckend.
Hochglanzfarb-Prägefolien (Lackfolien)
Bestandteile:
Hochglänzender Lack in schwarz, weiß, bunt oder farblos.
Prägefolien mit farblosem Lack nennt man Transparentlack-Prägefolien.
Transparentlack-Prägefolien:
Eigenschaften:
- Starke Glanz-Effekte auf matten Bedruckstoffen
- Starke plastische Wirkung bei Relief-Prägungen
Merke:
Prägefolien bestehen aus:
- Trägerfolie aus Polyester siehe 3.2.4.1 Aufbau der Prägefolie
- Trennschicht
- optisch wirksamer Schicht aus Aluminium, Bronze, Echtgold, Farbpigmenten und Farblacken
- Haftschicht
Lieferformen von Prägefolien
Prägefolien werden in Rollenform geliefert. Die Rollenbreite liegt bei 720 mm und 730mm, die Standardlängen betragen 61 m, 122 m und 183 m. Größere Rollenlängen sind Sonderanfertigungen. Normalerweise sind Prägefolien auf den international üblichen Rollenkern von 25 mm Innendurchmesser gewickelt. Lieferbar sind auch Rollenkerne mit 17 mm und 76 mm Innendurchmesser. Die Lieferung erfolgt bei kleinen Schnittbreiten ab 10 mm Rollenbreite. Bei größeren Schnittbreiten muss die Stammrollenbreite ohne Rest durch die gewünschte Rollenbreite teilbar sein. Weitere Angaben sind den Lieferprogrammen der einzelnen Hersteller zu entnehmen.
- Zum Verfassen von Kommentaren bitte anmelden.
Lieferformen von Prägefolien
Prägefolien werden in Rollen geliefert. Breite und Längen sind unterschiedlich.
Rolle | Breite | Länge |
Standard-Rolle | 720 mm / 730 mm | 61 m / 122 m / 183 m |
Sonderanfertigung | 730 mm | 183 m |
Rollenkern: 25 mm Innen-Durchmesser = Standard, auch: 17 mm und 76 mm Innen-Durchmesser Schnittbreite: ab 10 mm | ||
Weitere Angaben siehe Lieferprogramme der einzelnen Hersteller.
Klebstoffe
In der Druckweiterverarbeitung wird nur eine begrenzte Anzahl des großen Spektrums von Klebstoffen eingesetzt, so dass vorwiegend auf die am häufigsten verwendeten Produktgruppen eingegangen wird. Einige Sonderanwendungen, wenn sie auch mengenmäßig unbedeutend sind, werden zusätzlich kurz angesprochen.
Die Klebetechniken werden in Kapitel 5.3 Kleben behandelt, die Klebebindung in Kapitel 5.6.
Wesentliche Voraussetzung für das Zustandekommen einer Klebung ist, dass der Klebstoff für die Filmbildung während der Applikation in flüssiger Form als Dispersion, Lösung oder Schmelze (Schmelzklebstoff) vorliegt. In der Umgangssprache verwendet man häufig die Bezeichnungen Leim und Kleister.
Leime sind Klebstoffe auf Basis wasserlöslicher Polymere, die sowohl tierischer, pflanzlicher als auch synthetischer Herkunft sein können. Kleister sind wässrige Quellungsprodukte, die im Gegensatz zu den Leimen schon in geringer Grundstoffkonzentration eine hochviskose, nicht fadenziehende Masse bilden.
Interessante Informationen zu den Klebstoffen finden Sie auch in dem Wiki zur Verpackungstechnik.
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 271.82 KB |
Klebstoffe
Häufige Klebstoffe in der Druck-Weiterverarbeitung:
- Stärke-Klebstoffe
- Dextrin-Klebstoffe
- Glutin-Leime
- Stärke/Dextrin-Mischleime
- Zellulose-Klebstoffe
- Polyvinyl-Alkohol-Klebstoffe
- Dispersions-Klebstoffe
- Schmelz-Klebstoffe (Hotmelt)
- Reaktive Schmelz-Klebstoffe
In der Umgangssprache sagt man zu Klebstoffen auch Leim oder Kleister.
Leime sind wässrige Lösungen von Klebstoffen. Die Lösungen können aus tierischen, pflanzlichen oder synthetischen Grundstoffen in Wasser zusammengesetzt sein.
Kleister bestehen aus 2 – 20 % nachwachsenden Rohstoffen und zu 80 – 98% aus Wasser.
Herstellung von Kleister:
Weizen-, Kartoffel-, Reis- oder Mais-Stärke kochen und mit Wasser quellen lassen. So entsteht ein stark wasserhaltiger Klebstoff. Schon kleine Mengen bilden eine hochviskose Masse, die keine Fäden zieht (im Gegensatz zu den Leimen).
Wichtig bei allen Klebungen:
Beim Kleben muss der Klebstoff flüssig sein, d.h. eine Dispersion, eine Lösung oder eine Schmelze (Schmelzklebstoff).
Stärkeklebstoffe
Für die Herstellung von Klebstoffen auf Basis von Stärke (Stärkekleistern) kann Kartoffel-, Mais-, Weizen-, Manioka-, Tapioka- und Reisstärke verwendet werden. In Deutschland werden vorwiegend die ersten zwei bzw. drei Sorten Stärke eingesetzt. Abhängig vom Verarbeitungsprozess kann die Stärke in nativer Form oder in abgebauter, kalt- oder warmlöslicher Form Verwendung finden. Die Bedeutung der Stärkekleister nimmt jedoch seit der Entwicklung der Kunstharzdispersionen in den dreißiger Jahren des 20igsten Jahrhunderts laufend ab. Eine weitere Ursache ist auch in der Maschinenentwicklung der neueren Zeit zu sehen.
Native Stärke ist nicht wasserlöslich. Sie muss durch längeres Erhitzen in wässriger Suspension auf Temperaturen, die über dem spezifischen Verkleisterungspunkt (Kartoffel- und Maisstärke 62,5 °C, Weizenstärke 67,5 °C) liegen, oder durch Einwirkung von Alkali bei Raumtemperatur in eine wasserlösliche Form überführt werden. Verkleisterungstemperatur und Verkleisterungsgeschwindigkeit können durch Zusatz von Elektrolysen beeinflusst werden.
Bestimmte Lösungsviskositäten und Lösungsstrukturen lassen sich, vor und nach der Verkleisterung durch einen Abbau des Stärkemoleküls durch Säuren oder Oxydationsmittel erzielen. Durch unterschiedliche Abbaugrade und verschiedene Verkleisterungsverfahren erhält man sehr unterschiedliche Klebstoffe.
Haupteinsatzgebiete
• Vorsatzklebung,
• Einhängen in einfache Decken,
• Kaschierarbeiten.
- Zum Verfassen von Kommentaren bitte anmelden.
Stärke-Klebstoffe
Stärke-Klebstoffe bestehen hauptsächlich aus Kartoffelstärke, Weizenstärke oder Maisstärke.
Herstellung:
Stärke in Wasser lösen und erhitzen. Dabei kann die Stärke Wasser binden, aufquellen und verkleistern. Kartoffelstärke und Maisstärke verkleistern bei 62,5°C, Weizenstärke verkleistert bei 67,5 °C.
Je nach Stärke-Sorte wird der Kleister unterschiedlich steif: Maisstärke-Kleister am meisten, dann Weizenstärke-Kleister, am wenigsten Kartoffelstärke-Kleister.
Verwendung:
- Vorsätze kleben
- In einfache Decken einhängen
- Kaschieren
Stärke-Klebstoffe werden immer weniger verwendet. Es gibt jetzt Kunstharz-Dispersionen.
Dextrinklebstoffe
Dextrin wird durch chemischen oder thermischen Abbau der Stärke (Kartoffel, Mais, Reis etc.) hergestellt. Es ist wasserlöslich.
Dextrinklebstoffe können wegen des starken Abbaus, und des damit verbundenen niedrigen Molekulargewichts der Dextrine, mit Festkörpergehalten von 60 – 70 % hergestellt werden. Je nach Führung des Röstprozesses zur Herstellung des Rohdextrins erhält man Weiß- oder Gelbdextrine. Die Weißdextrine sind weniger stark abgebaut als die Gelbdextrine. Während Stärkeklebstoffe noch ein Molekulargewicht von einigen Hunderttausend haben, führt der Abbau zu den Dextrinen zu einem Molekulargewicht von einigen Tausend. Damit steigt die Löslichkeit und die Klebrigkeit, gleichzeitig aber auch die Wasserempfindlichkeit der Klebung mit Dextrinklebstoffen. Alle Klebungsvorgänge, die eine schnelle Zunahme der Anfangshaftung verlangen oder gewisse Mitnehmereigenschaften (hoher Anfangstack) benötigen, können mit solchen Klebstoffen bewältigt werden. Wegen der guten Wasserlöslichkeit ist der Einsatz für Gummierungen, besonders auch Flächengummierungen möglich.
Die weniger stark abgebauten Weißdextrine gelieren leicht nach und ergeben dann pastenförmige Produkte, wie sie z. B. als Fotopaste bekannt sind.
Dextrine kommen nicht nur als Lösungen unterschiedlichster Konsistenz in den Handel, sondern auch als Pulver. Damit der Vorarbeiter aus dem Dextrinpulver leicht Lösungen selbst herstellen kann, werden die Pulver durch Aggregation in eine rieselfähige Form gebracht. Dadurch ist ein leichtes Auflösen ohne Klumpenbildung möglich.
Haupteinsatzgebiete
• Plankaschierung,
• Gummierung,
• Direct-Mailing-Produkte,
• Briefumschlagfertigung.
- Zum Verfassen von Kommentaren bitte anmelden.
Dextrin-Klebstoffe
Dextrin-Klebstoffe bestehen hauptsächlich aus Weizen, Kartoffeln, Mais oder Reis.
Herstellung:
Dextrin wird aus Stärke (Weizen, Kartoffel, Mais, Reis) hergestellt. Es ist wasserlöslich. Bei der Herstellung von Roh-Dextrin erhält man Weiß- oder Gelb-Dextrine.
Eigenschaften:
- Gut löslich und klebrig
- Gut wasserlöslich
- Dextrin haftet sehr schnell.
- Weiß-Dextrine gelieren leicht nach und ergeben dann pastenförmige Produkte, z. B. Fotopaste.
Verwendung:
- Plan kaschieren
- Flächen gummieren
- Direct-Mailing-Produkte
- Briefumschläge herstellen
Hinweis:
Dextrine gibt es auch als Pulver. Dextrin-Klebstoff kann man leicht selbst herstellen.
Glutinleime
Glutinleime zählen zu den ältesten Bindemitteln, welche die Menschheit kennt. Sie werden aus Haut-, Knochen- und Lederabfällen gewonnen. Durch saure oder alkalische Hydrolyse des darin enthaltenen Collagens entsteht das Abbauprodukt Glutin. Glutinleime kommen als Perlen, Plätzchen, Würfel, Pulver oder Tafeln mit einem Wassergehalt von 12 – 17 % oder als Gallerten mit einem Wassergehalt von 30 – 70 % in den Handel. Sie können zusätzlich gebleicht, pigmentiert oder mit Kunstharzen modifiziert werden. Solche Modifikationen werden gelegentlich auch als „hot glue“ bezeichnet. Ihnen wird fälschlicherweise gelegentlich der Charakter von Kunstharzklebstoffen zugesprochen, ohne dass sie tatsächlich deren Elastizität auf Dauer erreichen. Glutinleime werden am häufigsten als Gallerten angewandt. Bei der Verarbeitungstemperatur von 60 bis 70 °C werden sie wieder flüssig und gelieren beim Abkühlen unterschiedlich schnell. Durch dieses charakteristische Abbindeverhalten (Sol-Gel-Übergang) entwickeln sie eine hohe Anfangsklebkraft. Sie geben wenig Feuchtigkeit an das Papier ab und eignen sich deshalb besonders für Plankaschierungen. Von Nachteil sind die begrenzten Adhäsionseigenschaften, so dass nur Materialien mit polarer Oberfläche, wie Papier, Pappe, Holz, Leder, Kork, P-Zellglas damit verklebt werden können. Ferner tritt durch die nach der Gelierung eintretende fortschreitende Wasserabgabe je nach Rezeptur nach Stunden oder Monaten eine Versprödung des Klebstoffes ein. Filme von Glutinleimen können wieder Feuchtigkeit aufnehmen und eignen sich deshalb zur Herstellung reversibler Verklebungen.
Haupteinsatzgebiete
• Deckenmachen,
• Hinterkleben,
• Kaschieren,
• Gummieren.
- Zum Verfassen von Kommentaren bitte anmelden.
Glutin-Leime
Glutin-Leime bestehen hauptsächlich aus tierischen Abfällen von Leder, Haut oder Knochen.
Glutin-Leime gehören zu den ältesten Bindemitteln.
Herstellung:
Beim Abkochen der tierischen Abfälle entsteht eine Gallerte mit dem Hauptbestandteil Glutin. (Gallerte ist eine gel-artige Masse).
Handelsformen:
Plätzchen, Würfel, Pulver, Tafeln mit einem Wassergehalt von 12 – 17 % oder Gallerte mit einem Wassergehalt von 30 – 70 %.
Glutin-Leime werden meistens als Gallerte verwendet.
Man kann sie bleichen, färben oder auch mit Kunstharzen verändern (= hot glue)
Eigenschaften:
- Glutin-Leime kleben gleich am Anfang gut.
- Sie geben wenig Feuchtigkeit an das Papier ab -> geeignet zum plan Kaschieren.
- Sie können wieder Feuchtigkeit aufnehmen -> geeignet für Klebungen, die man wieder lösen möchte.
- Glutin-Leime werden bei einer Temperatur von 60 bis 70 °C flüssig und gelieren beim Abkühlen.
Nachteile:
- Die Adhäsion ist nicht so gut. Adhäsion ist die Kraft, mit der ein Klebstoff mit der Oberfläche zusammenhält.
- Nur geeignet für Papier, Pappe, Holz, Leder, Kork, P-Zellglas.
- Zellglas ist eine extrem dünne Folie, die nur wenig schützt. Bei sehr alten Taschenbüchern kann man die Folie wieder abziehen. Zu Zellglas sagte man früher Cellophan. Daher kommt der Ausdruck „Cellophanieren“. Reines Zellglas ist aus nachwachsenden Rohstoffen, Zellulose.
- Der trockene Klebstoff gibt wieder Wasser ab, dann kann er später (nach Stunden oder nach Monaten) spröde werden.
Verwendung:
- Decken
- Hinterkleben
- Kaschieren, besonders auch plan kaschieren
- Gummieren
Stärke/Dextrin-Mischleime
Durch das Angebot schwierig zu klebender Materialien bedingt wurde es notwendig, die althergebrachten Klebstoffe auf Basis von Stärke und Dextrin in ihrer Leistungsfähigkeit zu verbessern, ohne die Verarbeitungsbedingungen wesentlich verändern zu können. Deshalb wurden in unterschiedlichen Anteilen Kunstharzdispersionen den Stärke- und Dextrinklebstoffen zugesetzt. Insbesondere bei den kleisterähnlichen Produkten und den Kaschierklebstoffen.
Haupteinsatzgebiete
• Buchbindekleister,
• Kaschierung,
• Plakatierung.
- Zum Verfassen von Kommentaren bitte anmelden.
Stärke/Dextrin-Mischleime
Manche Materialien sind schwierig zu kleben. Deshalb wurden Mischleime hergestellt, mit denen man besser kleben kann und die man genauso gut verarbeiten kann.
Bei den Mischleimen werden unterschiedliche Anteile von Kunstharz-Dispersionen zu den Stärke- und Dextrin-Klebstoffen gemischt.
Verwendung:
- Als Kleister zum Buchbinden
- Kaschieren
- Plakatieren
Zelluloseklebstoffe
Ebenso wie Stärken durch Veräthern oder Verestern Produkte ergeben, die sich in ihren Eigenschaften wesentlich von der Stärke unterscheiden, kann die Zellulose als Ausgangsrohstoff gewählt werden. Die bedeutendste Art der Modifizierung ist die Methylierung und die Carboxymethylierung der Zellulose. Bei der Verarbeitung von Carboxymethylzellulose ist darauf zu achten, dass der pH-Wert der Lösung nicht unter 3,5 absinkt, da sonst die Zelluloseglykolsäure ausfällt. Ferner können mit zweiwertigen Ionen Salze gebildet werden, so dass bei Verwendung von hartem Wasser Schwierigkeiten auftreten können. Im Unterschied zu Stärkeklebstoffen können mit 2 bis 3 %-igen Lösungen Viskositäten erreicht werden wie bei 15 – 20 %-igen Stärkekleistern. Wegen des hohen Wassergehaltes solcher Lösungen ist der Einsatz auf stark saugende Papiere begrenzt.
Haupteinsatzgebiete
• Buchbindekleister,
• Kaschierung,
• Plakatierung.
- Zum Verfassen von Kommentaren bitte anmelden.
Zellulose-Klebstoffe
Zellulose-Klebstoffe bestehen hauptsächlich aus den Zellwänden von Pflanzen (Zellulose).
Herstellung:
Zunächst wird die Zellulose durch chemische Prozesse verändert. Dann kann man mit 2- bis 3 %-igen Lösungen eine Viskosität (Zähflüssigkeit) erreichen wie bei 15 – 20 %-igen Stärke-Kleistern.
Eigenschaften:
Hoher Wassergehalt. Deshalb ist Zellulose-Klebstoff nur für stark saugende Papiere geeignet.
Verwendung:
- Für stark saugende Papiere
- Als Kleister zum Buchbinden
- Kaschieren
- Plakatieren
Polyvinylalkoholklebstoffe
Ein sehr interessantes synthetisches Polymer, aus dem wässrige Kolloidale Klebstoffe herstellbar sind, ist Polyvinylalkohol, der durch Verseifung von Polyvinylazetat hergestellt werden kann. Polyvinylalkoholklebstoffe zeichnen sich durch eine höhere Anfangsklebkraft gegenüber Stärke und Zelluloseklebstoffen aus. Durch vernetzende Zusätze kann diese Eigenschaft noch verstärkt werden. Gleichzeitig kann damit die Wasserempfindlichkeit verringert werden, um zu wasserfesten Verklebungen zu kommen.
Haupteinsatzgebiete
• Buchbindekleister,
• Kaschierung,
• Plakatierung.
- Zum Verfassen von Kommentaren bitte anmelden.
Polyvinyl-Alkohol-Klebstoffe
Polyvinyl-Alkohol wird durch Verseifung von Polyvinyl-Azetat hergestellt.
Verwendung:
- Für wasserfeste Verklebungen
- Als Kleister zum Buchbinden
- Kaschieren
- Plakatieren
Hinweis:
Polyviny-Alkohol-Klebstoffe kleben besser als Stärke- und Zellulose-Klebstoffe.
Dispersionsklebstoffe
Eine Dispersion ist die feinste Verteilung eines festen, unlöslichen Stoffes in einem flüssigen Medium, dem Dispersionsmittel. Ein Dispersionsklebstoff besteht aus organischen Grundstoffen und einem flüssigen Dispersionsmittel, meist Wasser. Beim Trocknen, also beim Entweichen des Wassers, fließen die Kunststoffteilchen ineinander und bilden den Klebefilm. Je nach Einstellung und Verarbeitung sind Dispersionsklebstoffe nach dem Trocknen wasserlöslich, feuchtfest oder wasserunlöslich. Sie stellen heute die wichtigste Klebstoffgruppe im Bereich der Druckweiterverarbeitung dar. Die Filmbildung der dispergierten Polymerteilchen erfolgt durch Wasserabgabe an das saugfähige Substrat und/oder Verdunstung des Wassers, die durch künstliche Wärmequellen, Kontakt-, Strahlungs- oder HF-Trocknung beschleunigt werden kann.
Die Dispersionen bilden einen harten und spröden Film. Sie werden durch Zugabe von Weichmacher plastifiziert. Dadurch wird auch der sogenannte Weißpunkt bzw. die kritische Filmbildungstemperatur – die niedrigste Temperatur, bei der die Polymerteilchen noch zu einem geschlossenen Film zusammenfließen können – herabgesetzt. Der Weichmacher aus diesen sogenannten äußerlich weichgemachten Dispersionsklebstoffen kann aber auch auf Stoffe mit hoher Affinität zu diesem Weichmacher (Druckfarbe, bestimmte Lacke etc.) übergehen und unter Umständen Verblockungen hervorrufen.
Durch copolymere Dispersionsklebstoffe kann ohne Zugabe von Weichmacher ein elastischer Klebstofffilm hergestellt werden (innere Weichmachung), so dass eine Klebung weichmacherempfindlicher Oberflächen unproblematisch wird.
Auch Naturkautschuk-Latices werden als Dispersionsklebstoffe eingesetzt. Sie werden vor allem für druckempfindliche Klebstoffe und sogenannte Kaltsiegelbeschichtungen eingesetzt. Gegenüber den synthetischen Dispersionsklebstoffen sind die Naturlatices empfindlich gegen Oxidation und gegen Buntmetalle. Sie eignen sich nicht für die Klebebindung.
Haupteinsatzgebiete
• Klebebindung (auch recyclingfreundliche),
• Seitenbeleimung,
• Vorsatzklebung,
• Blockableimung,
• Ableimen fadengehefteter Bücher,
• Einhängen auch in Plastikdecken und mit bedruckten oder folienkaschierten Stoffen hergestellte Decken,
• Formularsatzherstellung.
- Zum Verfassen von Kommentaren bitte anmelden.
Dispersions-Klebstoffe
Dispersions-Klebstoffe sind die wichtigsten Klebstoffe in der Druck-Weiterverarbeitung. Sie werden aus Kunstharzen und Wasser hergestellt.
Bei Dispersions-Klebstoffen sind die Bindemittel (Kunstharze) sehr fein in Wasser verteilt, nicht gelöst. Beim Trocknen verbinden sich die Kunststoff-Teilchen und bilden den festen Klebefilm. Das Trocknen kann man durch Wärme beschleunigen. Je nach Zusammensetzung und Verarbeitung sind Dispersions-Klebstoffe nach dem Trocknen wasserlöslich, fest bei Feuchtigkeit oder wasserunlöslich.
Man kann den Klebefilm plastifizieren (formbar machen), wenn man Weichmacher dazugibt.
Verwendung:
- Klebe-Bindung (kann man gut recyclen)
- Seiten leimen
- Vorsätze kleben
- Blockleimen
- Fadengeheftete Bücher leimen
- In Decken einhängen (in Plastikdecken und in Decken mit bedruckten oder folienkaschierten Stoffen)
- Formular-Sätze herstellen
Ist die Basis ein Kautschuk, spricht man auch von einem Latexkleber. Kautschuk nimmt man vor allem für druckempfindliche Klebstoffe und sogenannte Kaltsiegel-Beschichtungen.
Hinweis:
Latex-Kleber sind empfindlich gegen Oxidation und gegen Buntmetalle. Sie eignen sich nicht für die Klebebindung.
Schmelzklebstoffe (Hotmelt)
Schmelzklebstoffe sind lösungsmittelfreie Klebstoffe, die zu 100 % aus Feststoffen bestehen, durch Wärme in den flüssigen Zustand übergehen, in dieser Phase Substratoberflächen gut benetzen, nach Erkalten erstarren und eine feste Verbindung mit dem Substrat eingehen.
In der Druckweiterverarbeitung werden vorwiegend Schmelzklebstoffe auf Basis Ethylenvinylazetatcopolymer (EVA), die mit verschiedenen Harzen und Wachsen modifiziert sind, verarbeitet.
Die Verarbeitungstemperatur liegt vorwiegend in einem Bereich von 150 bis 180 °C. Die Rohstoffe werden so ausgewählt, dass deren Thermostabilität ausreicht, um über 24 Stunden und mehr Verweilzeit bei Arbeitstemperatur nicht geschädigt zu werden. Oxidationsstabilisatoren können die Schmelzstabilität weiter erhöhen.
Im Gegensatz zu Glutinleimen ergeben Schmelzklebstoffe dauerelastische Filme und entwickeln auch auf schwieriger zu klebenden Oberflächen bessere Adhäsionseigenschaften. Es sind die am schnellsten abbindenden Klebstoffe, die in der Druckindustrie verwendet werden. Aus diesem Grund ist eine sorgfältige Abstimmung der einzusetzenden Produkte notwendig, damit für den Verarbeitungsvorgang eine ausreichende „Offene Zeit“ zur Verfügung steht. Sie können bei Einsatz von speziellen Auftragegeräten auch gespritzt und geschäumt werden. Sie können ein- oder mehrschichtig verarbeitet werden, spezielle Schmelzklebstoffe auch in Verbindung mit abgestimmten Dispersionsklebstoffen.
In neuester Zeit werden auch wasserlösliche Schmelzklebstoffe hergestellt, die jedoch aus Preisgründen nur für besondere Anwendungen, z. B. Tip-Technik, eingesetzt werden.
Haupteinsatzgebiete
• Klebebindung (recyclingfreundlich),
• Seitenbeleimung,
• Vorsatzklebung,
• Einkleben von Karten und Warenproben,
• Ableimung fadengehefteter Bücher,
• Einhängen in Broschürenumschläge.
- Zum Verfassen von Kommentaren bitte anmelden.
Schmelz-Klebstoffe (Hotmelt)
Schmelz-Klebstoffe sind lösungsmittelfreie Klebstoffe.
Sie bestehen zu 100 % aus Feststoffen und enthalten keine Lösungsmittel.
Schmelz-Klebstoffe werden bei Wärme flüssig, dann kann man sie auf einer Oberfläche verteilen. Beim Abkühlen werden sie fest und verbinden sich mit der Oberfläche.
In der Druck-Weiterverarbeitung verwendet man hauptsächlich Schmelz-Klebstoffe auf Basis von Ethylen-Vinylazetat-Copolymer (EVAC) – mit Zugabe von Harzen und Wachsen. EVAC gibt es als Granulat, wässrige Dispersion und als Folie.
Verarbeitungstemperatur:
Meist zwischen 150°C bis 180 °C.
Eigenschaften:
- Schmelz-Klebstoffe bilden dauerelastische Klebefilme.
- Gute Adhäsion, auch bei schwierigen Oberflächen
- Sind die Klebstoffe, die am schnellsten abbinden.
- Können auch gespritzt und geschäumt werden, je nach Auftrags-Gerät.
- Können einschichtig oder mehrschichtig verarbeitet werden.
- Spezielle Schmelz-Klebstoffe können auch in Verbindung mit abgestimmten Dispersions-Klebstoffen verarbeitet werden.
Hinweise:
- Bei der Verarbeitung die „Offene Zeit“ beachten!
- Es gibt jetzt auch wasserlösliche Schmelz-Klebstoffe. Aber sie sind teuer und werden nur für manche Techniken verwendet, z. B. Tip-Technik.
Verwendung:
- Klebebindung (kann man gut recyclen)
- Broschuren herstellen
- Seitenbeleimung
- Vorsätze kleben
- Karten und Warenproben einkleben
- Fadengeheftete Bücher leimen
- In Broschuren-Umschläge einhängen
Reaktive Schmelzklebstoffe
In der druckweiterverarbeitenden Industrie haben seit einigen Jahren die feuchtigkeitsvernetzenden einkomponentigen Polyurethanschmelzklebstoffe (PUR-Schmelzklebstoffe) Eingang gefunden. Polyurethansysteme werden schon seit längerer Zeit, z. B. für die Folienkaschierung eingesetzt, sind aber erst durch entsprechende Modifikationen den Anforderungen bei der maschinellen Verarbeitung in der Druckweiterverarbeitung angepasst worden.
Die ausgeprägt guten Adhäsionseigenschaften zu vielen der gebräuchlichen Papieren erlaubt es, mit diesem Klebstoff eine beachtliche Qualitätssteigerung bei der Klebebindung zu erreichen. Gleichzeitig wird die Beanspruchbarkeit sowohl bei niedriger als auch bei hoher Temperatur wesentlich verbessert. Nach der chemischen Reaktion (Vernetzung) ist der Klebstofffilm nahezu unempfindlich gegenüber Mineralölen aus Druckfarben. Diese Eigenschaften garantieren eine hohe Verarbeitungssicherheit bei der Vorsatzklebung, wenn später der Falz heiß eingebrannt wird. Bei dem Ableimen von fadengehefteten Büchern, die später gerundet werden, kann eine sehr hohe Standfestigkeit der Rundung erreicht werden, wenn das Runden im weitgehend unvernetzten oder teilvernetzten Zustand erfolgt. Im teilvernetzten Bereich kann das Runden durch Wärmezufuhr unterstützt werden. Bei verschiedenen auf dem Markt befindlichen Polyurethanschmelzklebstoffen kann mit 30 – 50 °C niedrigerer Arbeitstemperatur als bei den konventionellen Schmelzklebstoffen gearbeitet werden.
Bedingt durch die Eigenschaft, mit Feuchtigkeit zu reagieren, muss der Klebstoff vor und während der Verarbeitung vor Feuchtigkeit geschützt werden. Auftrageaggregate und Maschinenteile, die mit dem Klebstoff in Berührung kommen, müssen mit einer klebstoffabweisenden Beschichtung versehen werden.
Haupteinsatzgebiete
• Klebebindung (recyclingfreundlich),
• Ableimen fadengehefteter Bücher,
• Vorsatzklebung.
- Zum Verfassen von Kommentaren bitte anmelden.
Reaktive Schmelz-Klebstoffe
Reaktive Schmelz-Klebstoffe basieren auf Polyurethan (PUR).
PUR-Schmelz-Klebstoffe sind gut geeignet für die maschinellen Arbeiten in der Druck-Weiterverarbeitung. Zuerst wurden sie zur Folienkaschierung verwendet, dann für die maschinelle Verarbeitung angepasst.
Eigenschaften:
- Gute Adhäsion für viele Papiere -> sehr gute Klebebindung
- Stabil bei hohen und bei niedrigen Temperaturen
- Der Klebstoff-Film ist unempfindlich gegen Mineral-Öle aus Druckfarben.
- PUR-Klebstoffe reagieren mit Feuchtigkeit. -> Man muss sie während der Verarbeitung vor Feuchtigkeit schützen.
- Für manche PUR-Klebstoffe kann die Arbeitstemperatur 30 – 50 °C niedriger sein als bei den konventionellen Schmelz-Klebstoffen.
Vorteile:
- Die Vorsatzklebung ist stabil, wenn später der Falz heiß eingebrannt wird.
- Hohe Standfestigkeit der Rundung. Aber man muss die Rundung in der Phase machen, wenn der Klebstoff noch nicht oder erst zum Teil vernetzt ist. Man kann das Runden auch durch Wärme unterstützen.
Hinweis:
Maschinenteile, die mit dem Klebstoff in Kontakt kommen, müssen eine klebstoff-abweisende Beschichtung haben.
Verwendung:
- Klebebindung (kann man gut recyclen)
- Fadengeheftete Bücher ableimen
- Vorsätze kleben
Hinweise zur Lagerung, Behandlung und Anwendung von Klebstoffen
Grundsätzlich sind die Hinweise der Klebstoffhersteller auf den Etiketten und den jeweiligen Merkblättern zu den speziellen Produkten zu beachten. Die folgenden Hinweise sind keine bindenden Empfehlungen, sondern Anhaltspunkte für den Umgang mit Klebstoffen in der Praxis.
Wareneingang und Lagerung
• Ältere Lagerware immer als erste verarbeiten, da Klebstoffe mit der Lagerzeit einer gewissen Änderung unterliegen können.
• Die Lagerfähigkeit von Dispersionsklebstoffen beträgt in der Regel mindestens sechs Monate. Ältere Ware sollte auf Homogenität und Verarbeitungs-Viskosität geprüft werden, um Fehlklebungen zu vermeiden.
• Eingangsdatum registrieren.
• Gebinde oder Container entsprechend dem Eingang kennzeichnen.
• Um der Gefährdung durch Bakterien und Pilze zu begegnen, werden alle wässrigen Klebstoffe mit einer Lagerkonservierung versehen. Daher ist es zu empfehlen, die Klebstoffmenge nach der Verbrauchsmenge zu bestellen, d. h., geringer Verbrauch – kleine Bestellmenge, großer Verbrauch – entsprechend große Bestellmenge. Eine frühzeitige Bestellung mit jeweiliger Terminsetzung ist ebenfalls von Vorteil.
• Verdorbene Klebstoffe sind wie folgt zu erkennen: Bei Bakterienbefall stinken wässrige Klebstoffe; sie sind dann unbrauchbar. Pilz- bzw. Sporenbefall ist sichtbar (Schimmelschicht); nach Entfernen der befallenen Schicht ist der Rest unter Umständen noch brauchbar (Verwendbarkeit prüfen). Zu hohe Temperaturen führen zu Wasserverlust und Hautbildung. Nach Entfernen der Haut kann der Klebstoff umgerührt und mit Einschränkung (veränderte Viskosität) verarbeitet werden. Bei Frostschäden koaguliert der Klebstoff, d. h., er gerinnt, wird flockig und ist unbrauchbar. Heißschmelzkleber neigen bei zu hohen Temperaturen zum Verblocken.
• Schmelzkleber dunkel lagern, da UV-Einstrahlung chemische Reaktionen auslösen können.
Temperaturverhältnisse
• Regelmäßig prüfen, ob Temperatur des Lagerraumes sehr stark schwankt.
• Klebstoffe werden bei hohen Temperaturen dünner und bei niedrigen Temperaturen dicker. Deshalb im Winter bei Raumtemperatur und im Sommer an gekühlten Orten lagern (empfohlene Lagertemperatur bei wässrigen Systemen liegt zwischen 5 °C und 15 °C).
• Bei extremer Kälte können manche wässrigen Klebstoffe pastös werden, koagulieren oder frieren. Manchmal ist dieser Vorgang reversibel durch Wärme.
• Wenn Klebstoffgebinde mit der Aufschrift „Vor Frost schützen“ ausgezeichnet sind, sollte eine Annahme verweigert werden, wenn das Produkt in gefrorenem Zustand angeliefert wird.
• Wenn eine Überprüfung starke Trennung oder Koagulation zeigt, muss das Produkt gefroren gewesen und muss wieder aufgetaut worden sein.
• Die meisten wässrigen Klebstoffe sind für eine Verarbeitung bei Raumtemperatur vorgesehen (15 – 30 °C). Wenn während der Verarbeitung extreme Temperaturschwankungen zu erwarten sind, kann es notwendig sein, einen speziellen Klebstoff einzusetzen.
• Klebstoff nicht extrem hohen Temperaturen aussetzen, da gewisse Produkte dazu neigen, Lösungsmittel zu verlieren oder zu koagulieren, während andere ein Solvat bilden und einem irreversiblen Anstieg der Viskosität unterliegen.
• Schmelzklebstoffe neigen zum Verblocken, wenn sie bei höheren Temperaturen gelagert werden.
Reinlichkeit
• Klebstoff rein halten.
• Angebrochene Gebinde wieder dicht verschließen, damit der Klebstoff nicht austrocknet.
• Aus der Maschine abgelassene Klebstoffe nicht in teilweise entleerte Klebstoffgebinde zurückfüllen, sondern getrennt aufbewahren, um darin enthaltene Staub und Papierteilchen durch nachträgliches Filtern zu entfernen.
• Pinsel und Anleimgeräte sofort nach Beendigung der Arbeit mit lauwarmem Wasser reinigen. Kein heißes Wasser verwenden, weil dieses zur Koagulation (Gerinnen, Ausflocken) des Klebstoffes führt.
• Siebe und Filter von Klebstoffauftragsgeräten regelmäßig reinigen.
• Klebstoffe, besonders Trockenproteine, trocken lagern.
• Wellpappkisten, in denen Klebstoffe angeliefert werden, verschlossen halten. Klebstoff-Flecken aus Kleidern sofort mit lauwarmem Wasser auswaschen, da die spätere Reinigung problematisch ist. Angetrocknete Klebstoffreste können nur noch mit Nitroverdünner (gesundheitsschädlich) entfernt werden.
• Klebstoffe, die brennbare Lösungsmittel enthalten, in kleinen Mengen lagern und an Stellen mit geringster Feuergefahr.
Einschlägige Vorschriften beachten wie:
− Gefahrstoffverordnung
− Wasserhaushaltsgesetz
− Verordnung über brennbare Flüssigkeiten.
• Flüssigen Klebstoff nie über Nacht offen stehen lassen, stets abdecken und reinigen.
Reinhaltung von Versorgungsleitungen
• Periodische Reinigung von Leitungen und Auftragseinrichtungen. Maschinen mit Pumpsystemen durch Umpumpen von geeigneten Reinigungsmitteln (z. B. Wasser) durch das System vor dem täglichen Arbeitsende reinigen.
• Wenn ein Pumpsystem verwendet wird, vorher die mechanische Beständigkeit des Klebstoffes gegen Scher- und Viskositätsbelastung bestimmen.
• Bevor ein neuer Klebstoff in ein Versorgungssystem eingeführt wird, Verträglichkeit des neuen Produktes mit dem alten Klebstoff sicherstellen.
• Die Verträglichkeit von flüssigen Klebstoffen kann durch das Zusammenmischen kleiner Mengen der Produkte und Beobachten dieses Ergebnisses bestimmt werden. Das Fadenziehen oder die Koagulation zeigt Unverträglichkeit an, was eine Reinigung des gesamten Systems notwendig macht.
• Immer wenn ein neuer Klebstoff verwendet wird, alle Klebstoffleitungen, Vorratsbehälter, Auftragsgeräte usw. sorgfältig reinigen.
Verdünnung des Klebstoffes und Viskositätskontrolle
• Um eine möglichst große Gleichmäßigkeit der Fertigung sicherzustellen, sollten, immer wenn es möglich ist, gebrauchsfertige Klebstoffe eingesetzt werden. Dadurch wird die Fehlermöglichkeit durch übermäßiges Verdünnen oder falsches Verdünnungsverhältnis oder die Verunreinigungen durch andere Klebstoffe und Verdünnungstanks weitgehend ausgeschaltet.
• Dispersionsklebstoffe können mit Wasser verdünnt werden (Vorsicht!). Die Verdünnung hat aber negative Auswirkungen auf die Anfangsklebkraft und die Abbinde bzw. Trockenzeit. Nach der Trocknung sind sie im Allgemeinen nicht mehr mit Wasser auflösbar.
• Wenn Verdünnung notwendig ist, die gleichen Verdünnungstanks, Mischgeräte oder -gefäße benutzen und diese gründlich reinigen.
• Klebstoffe gewichtsmäßig und nicht volumenmäßig verdünnen. Das Gewicht des Eimers oder eines anderen Behälters ist vor Herstellung der Verdünnung abzuziehen.
• Bis auf wenige Ausnahmen alle flüssigen Klebstoffe vor dem Gebrauch gründlich umrühren.
• Viskositätskontrolle der Verdünnung sollte mit Messgeräten erfolgen (Rotations-Viskosimeter, Auslauf-Becher).
• Nach Erfahrungsregel kann die Viskosität eines flüssigen Klebstoffes durch Zusatz von wenigen Prozent Wasser schon stark reduziert werden (Vorsicht!).
• Vor Verdünnung Klebstoff auf Verarbeitungstemperatur bringen.
• Schmelzklebstoffe niemals verdünnen.
• Bei Schmelzklebstoffen mit einer Verarbeitungstemperatur zwischen 120 °C und 180 °C verdoppelt sich die Viskosität bei jedem Abfall der Temperatur von 0 – 20 °C.
Klebstoffbehälter und Auftragsaggregate
• Klebstoffbehälter, Klebstoff-Auftragegerät und Zuführungen in gutem Zustand halten. Klebstoffbehälter, der dauernd mit hohem Durchsatz benutzt wird, regelmäßig vollständig überholen. Ebenso Lager, Schaber, Regler und gleichmäßigen Rundlauf kontrollieren.
• Klebstoffbehälter nicht durch Reibung überhitzen oder bei langen Arbeitspausen laufen lassen, ohne dass Klebstoff verbraucht wird (Koagulation, Wasserverlust).
• Bei Schmelzklebstoffen kann durch überh.hte Temperatur (200 °C und darüber) die Schmelze thermisch zerstört werden! Schmelzklebstoffe sind auch nicht unbegrenzt bei der Verarbeitungstemperatur von 180 °C thermostabil. Klebstoff daher nicht über einen längeren Zeitraum ohne Verbrauch erhitzen.
• Auftragseinrichtungen verwenden, die nicht ständig Luft in den Klebstoff einschlagen.
• Abgedeckte Klebstoffbehälter verwenden, um Schmutz, Staub und andere Verunreinigungen fernzuhalten.
• Bei wässrigen Klebstoffen das Auftragsrad bei Arbeitsunterbrechungen mit einem feuchten Tuch abdecken. Bei Lösungsmittelklebstoffen Klebstoff entfernen und Vorratsbehälter mit Lösungsmittel reinigen.
• Bei Schmelzklebstoffen Auftragswalzen mit Heizstrahlern schwach erhitzen, Beckenheizung niedriger einstellen oder ausschalten.
• Bei Schmelzklebstoffen mit Thermometer regelmäßig Verarbeitungstemperatur kontrollieren. Die Vorschmelztemperatur liegt in der Regel 20 °C bis 40 °C unter der vorgeschriebenen Verarbeitungstemperatur. Temperatur des Spinners um ca. 10 °C höher einstellen als die Temperatur der Auftragswalzen, um ein gleichmäßiges Abstreifen zu erreichen. Nur eine ausreichende Auftragsmenge hält die Auftragetemperatur, deshalb Walzen nicht zu dünn belegen. Klebstoffniveau im Becken gleichmäßig halten, damit am Rand keine Reste verkoken können.
• Temperaturreduzierung bei Schmelzklebstoffen am Ende einer Schicht ermöglicht ein schnelleres Aufschmelzen am nächsten Morgen als ein vollständiges Abschalten. Über Nacht ist eine Temperatur von 65 °C – 95 °C zu empfehlen. Eine zu hohe Warmhaltetemperatur kann die Viskosität einiger Schmelzklebstoffe verändern.
• Bei Proteinklebstoffen sollte die Temperatur immer reduziert werden. Die Nachttemperatur sollte unter 35 °C liegen.
Festigkeitsprüfungen
• Sie sollen frühestens 24 Stunden nach der Klebung erfolgen, genauer erst dann, wenn man sicher ist, dass das Lösungs- bzw. Dispersionsmittel restlos verdunstet ist.
• Besonders bei der Verarbeitung lackierter und beschichteter Papiere, Faltschachteln und dergleichen erscheint die Klebung zunächst „papieraufreißend“, solange der Faserverbund durch noch vorhandenes Dispersionswasser geschwächt ist. Erst nach vollständiger Durchtrocknung der Werkstoffe kann die Klebung richtig beurteilt werden.
Klebstoffauszeichnungsetiketten
• Klebstoffe, die flüchtige Lösungsmittel enthalten, sind entsprechend etikettiert. Wenn vorgeschrieben wird, dass die Klebstoffe in gut belüfteten Räumen verarbeitet werden sollen, so bedeutet dies, dass ein vollständiger Luftwechsel des Raumes alle 3 Minuten erfolgen soll.
• Bei Leihgebinden auf fristgemäße Rückführung und Sauberhaltung achten.
• Kennzeichnungsetikett für den Klebstoff nicht zerstören oder entfernen.
Klebstoffverarbeitungsbereich
• Auftragseinrichtungen sollten nicht in der Nähe von häufig benutzten Türen oder Fenstern aufgestellt sein, ebenso soll die Belüftung nicht in der Nähe des Klebebereiches einwirken.
• Klebstoff vor der Verarbeitung möglichst in dem Raum lagern, wo er später verarbeitet wird, um sicherzustellen, dass der Klebstoff mit der gleichen Temperatur in die Maschine kommt wie er auch verarbeitet werden soll (Temperaturdifferenz nicht mehr als 5 °C). Dadurch werden Temperaturschocks vermieden, die zu Fehlklebungen über unterschiedliche Auftragsmengen führen können, ohne dass der Vorarbeiter davon etwas merkt.
Prüfung neuer Klebstoffe oder Klebstoffwechsel
• Wenn Klebstoffversuche vorgesehen sind oder wenn Klebstoff gewechselt wird, die Verträglichkeit der beiden Klebstoffe durch Mischen der beiden Produkte außerhalb des Klebstoffbehälters überprüfen.
• Wenn der neue Klebstoff unverträglich ist, die gesamte Anlage reinigen.
• Zusätzliche Maßnahmen sind unter Berücksichtigung der Sicherheitsvorkehrungen zu empfehlen.
In allen Fällen, außer bei Schmelzklebstoffen, nachspülen. Bei Schmelzklebstoffen wird oft mit frischem Schmelzklebstoff gespült.
Sicherheitsempfehlungen bei Schmelzklebstoffen
• Besondere Sorgfalt ist beim Arbeiten mit heißen, flüssigen Schmelzklebstoffen angebracht. Bei Kontakt mit der Haut können starke Verbrennungen entstehen. Wenn ein Schmelzklebstoffbehälter von einer Maschine zur anderen transportiert wird, geeignete Schutzhandschuhe tragen.
Wenn Verbrennungen auftreten, sind folgende Maßnahmen zu empfehlen:
– Die betroffene Stelle sofort in kaltes, sauberes Wasser eintauchen.
– Es sollte nicht versucht werden, den abgekühlten Schmelzklebstoff von der Haut zu entfernen.
− Die betroffene Stelle sollte mit reinen, nassen Kompressen abgedeckt werden und sofort ein Arzt aufgesucht werden.
• Schmelzklebstoffe nicht überhitzen, es können gesundheitsschädigende Zersetzungsprodukte entstehen; nicht einatmen!
- Zum Verfassen von Kommentaren bitte anmelden.
Lagerung, Behandlung und Anwendung von Klebstoffen
Bei jedem Klebstoff die Hinweise der Hersteller beachten!
Die folgenden Hinweise können nur allgemein sein.
Wareneingang und Lagerung
- Klebstoffe ändern sich mit der Zeit.
Deshalb immer zuerst die Klebstoffe verarbeiten, die am längsten gelagert sind. - Dispersions-Klebstoffe kann man in der Regel mindestens 6 Monate lagern.
Ältere Klebstoffe prüfen, ob man sie noch gut verarbeiten kann. - Eingangsdatum feststellen.
- Eingangsdatum auf dem Gebinde oder Container kennzeichnen.
- Die Klebstoff-Menge nach Verbrauch bestellen, d.h.:
wenig Verbrauch → kleine Menge bestellen,
großer Verbrauch → große Menge bestellen. - Früh bestellen und bei der Bestellung einen Termin für die Lieferung nennen.
- Klebstoffe trocken lagern!
- Klebstoffe mit brennbaren Lösungsmitteln in kleinen Mengen lagern und an Stellen mit der kleinsten Feuergefahr.
- Alle gültigen Vorschriften beachten!
− Gefahrstoff-Verordnung
− Wasserhaushalts-Gesetz
− Verordnung über brennbare Flüssigkeiten
- Schmelzkleber dunkel lagern, denn UV-Einstrahlung können chemische Reaktionen auslösen.
Probleme erkennen und lösen
Problem: | → | Dann … |
Der Klebstoff stinkt. | → | Nicht mehr verwenden! |
Auf dem Klebstoff ist eine Schimmelschicht. (Weil sich Pilze bzw. Sporen gebildet haben.) | → | Schicht entfernen, den Rest prüfen, ob man ihn noch verwenden kann. |
Auf der Oberfläche hat sich eine Haut gebildet. (Weil Klebstoffe bei hohen Temperaturen Wasser verlieren.) | → | Haut entfernen und Klebstoff umrühren. Prüfen, ob man ihn noch verwenden kann. |
Bei Frost gerinnt der Klebstoff und wird flockig (Fachwort: koagulieren). | → | Nicht mehr verwenden |
Heißschmelz-Kleber verklumpen. | → | Nicht mehr verwenden |
Temperatur
- Die Raum-Temperatur soll konstant sein. → Regelmäßig prüfen!
- Klebstoffe werden bei hohen Temperaturen dünner, bei niedrigen Temperaturen dicker.
- Wässrige Klebstoffe bei einer Temperatur zwischen 5 °C und 15 °C lagern.
Im Winter muss man eventuell heizen, im Sommer kühlen. - Bei starker Kälte können wässrige Klebstoffe dickflüssig werden, gerinnen oder frieren. Manchmal hilft Wärme, damit sie wieder normal flüssig werden.
- Klebstoffe mit der Aufschrift "Vor Frost schützen" dürfen nicht gefroren geliefert werden. Diese Lieferung nicht annehmen, sondern die Annahme verweigern.
- Wenn Sie bei der Prüfung merken: Der Klebstoff ist nicht mehr gebunden oder geronnen. Dann war der Klebstoff gefroren und wurde wieder aufgetaut.
- Die meisten wässrigen Klebstoffe soll man bei einer Temperatur von 15–30°°C verarbeiten. Wenn bei der Verarbeitung starke Temperaturschwankungen wahrscheinlich sind, soll man einen speziellen Klebstoff verwenden.
- Extrem hohe Temperaturen vermeiden, weil manche Klebstoffe Lösungsmittel verlieren oder gerinnen oder sehr zähflüssig werden.
- Schmelz-Klebstoffe können bei höheren Temperaturen verklumpen.
Sauberkeit
- Klebstoff sauber halten.
- Geöffnete Gebinde wieder dicht verschließen, damit der Klebstoff nicht austrocknet.
- Wellpapp-Kisten mit Klebstoffen erst öffnen, wenn man den Klebstoff braucht.
- Aus der Maschine abgelassene Klebstoffe nicht in halbleere Behälter zurück füllen, sondern getrennt aufbewahren. Dann kann man Staub und Papierteilchen herausfiltern.
- Pinsel und Anleim-Geräte am Ende der Arbeit sofort mit lauwarmem Wasser reinigen.
- Zum Reinigen kein heißes Wasser verwenden!
Heißes Wasser lässt den Klebstoff gerinnen. - Siebe und Filter von Auftrags-Geräten regelmäßig reinigen.
- Klebstoff-Flecken aus Kleidern sofort mit lauwarmem Wasser auswaschen!
Angetrocknete Klebstoff-Flecken kann man nur mit Nitroverdünner entfernen.
Aber Vorsicht: Sie sind gesundheitsschädlich! - Flüssigen Klebstoff nie über Nacht offenlassen!
Immer abdecken und reinigen!
Versorgungs-Leitungen
- Leitungen und Auftrags-Geräte regelmäßig reinigen!
Pump-Systeme immer nach Arbeitsende mit geeignetem Reinigungsmittel (z. B. Wasser) reinigen. - Bevor Sie einen Klebstoff in ein Pump-System füllen:
Die mechanische Beständigkeit bestimmen, z.B. Viskosität (Zähflüssigkeit)! - Bevor Sie für eine Arbeit unterschiedliche Klebstoffe verwenden:
Prüfen Sie die Verträglichkeit des neuen Klebstoffs mit dem alten Klebstoff! - So prüfen Sie, ob sich unterschiedliche Klebstoffe vertragen:
Kleine Mengen mischen und das Ergebnis prüfen.
Wenn sich Fäden ziehen oder die Mischung gerinnt, dann sind die Klebstoffe unverträglich. - Bevor Sie einen neuen Klebstoff verwenden:
Alle Klebstoff-Leitungen, Klebstoff-Behälter, Auftrags-Geräte usw. reinigen!
Klebstoff verdünnen / Viskosität kontrollieren
- Möglichst immer gebrauchsfertige Klebstoffe verwenden!
(Weil beim Verdünnen leicht Fehler passieren können.) - Dispersions-Klebstoffe können mit Wasser verdünnt werden.
Aber Vorsicht!
– Beim Verdünnen kann der Klebstoff am Anfang weniger gut kleben
– Der verdünnte Klebstoff trocknet langsamer. - Nach dem Trocknen kann man die Klebung nicht mehr mit Wasser auflösen.
- Wenn eine Verdünnung notwendig ist:
Immer die gleichen Verdünnungstanks und Misch-Geräte benutzen und gut reinigen. - Klebstoffe nach Gewicht verdünnen.
Nicht vergessen: Das Gewicht des Behälters abziehen. - Flüssige Klebstoffe vor Gebrauch gut umrühren!
Es gibt nur wenige Ausnahmen, die man nicht umrühren muss. - Verdünnung immer mit Messgeräten kontrollieren!
(Rotations-Viskosimeter, Auslauf-Becher). - Vorsicht! Flüssigen Klebstoff kann man schon mit wenig Wasser verdünnen.
- Vor dem Verdünnen den Klebstoff auf die Verarbeitungs-Temperatur bringen!
- Schmelz-Klebstoffe nie verdünnen!
- Schmelz-Klebstoffe werden bei einer Temperatur zwischen 120 °C und 180 °C verarbeitet. Ihre Viskosität verdoppelt sich immer, wenn die Temperatur um 1 - 20 °C sinkt.
Klebstoff-Behälter und Auftrags-Geräte
- Klebstoff-Behälter, Auftrags-Geräte und Leitungen regelmäßig warten.
Lager, Schaber, Regler und gleichmäßigen Rundlauf kontrollieren. - Klebstoff-Behälter nicht durch Reibung überhitzen.
Bei längeren Arbeitspausen nicht ohne Klebstoff laufen lassen. - Achtung bei Schmelz-Klebstoffen!
– Eine zu hohe Temperatur (ab 200 °C) kann die Schmelze zerstören!
– Auch bei 180 °C bleiben Schmelz-Klebstoffe nicht stabil, wenn die Verarbeitung länger dauert.
Deshalb Schmelz- Klebstoff nicht längere Zeit erhitzen, sondern gleich verarbeiten. - Auftrags-Geräte sollen nicht ständig Luft in den Klebstoff bringen.
- Klebstoff-Behälter immer abdecken, damit kein Schmutz in den Klebstoff kommt.
- Bei wässrigen Klebstoffen: den Auftragskopf bei Arbeitspausen mit einem feuchten Tuch abdecken. Der Auftragskopf ist der Geräteteil, aus dem der Klebstoff fließt.
- Bei Lösungsmittel-Klebstoffen: den Klebstoff entfernen und Vorratsbehälter mit Lösungsmittel reinigen.
- Bei Protein-Klebstoffen: Die Temperatur immer reduzieren.
Empfohlene Temperatur für die Nacht: unter 35 °C
Bei Schmelz-Klebstoffen:
- Die Auftragswalzen mit Heizstrahlern schwach erhitzen, Beckenheizung niedriger einstellen oder ausschalten.
- Die Verarbeitungs-Temperatur regelmäßig mit Thermometer kontrollieren.
Die Vorschmelz-Temperatur soll 20 °C bis 40 °C unter der vorgeschriebenen Verarbeitungs-Temperatur liegen. - Die Temperatur des Spinners ca. 10 °C höher einstellen als die Temperatur der Auftragswalzen, damit die Walzen gleichmäßig abstreifen.
Die Auftrags-Menge hält die Auftrags-Temperatur, deshalb die Walzen nicht zu dünn belegen. - Klebstoff-Niveau im Becken gleichmäßig halten, damit am Rand keine Reste verkoken.
- Am Arbeitsende die Temperatur nur reduzieren, nicht abschalten.
Empfohlene Temperatur für die Nacht: 65 °C – 95 °C.
Dann kann man am nächsten Morgen den Klebstoff schneller wieder schmelzen.
Festigkeit prüfen
- Prüfen Sie die Festigkeit frühestens 24 Stunden nach der Klebung!
Das Lösungsmittel bzw. das Dispersionsmittel muss vollständig verdunstet sein. - Bei lackierten und beschichteten Papieren: Alle Materialien müssen erst vollständig trocken sein, bevor man die Klebung beurteilen kann.
Etiketten zur Klebstoff-Auszeichnung
- Klebstoffe, die flüchtige Lösungsmittel enthalten, haben ein Etikett mit der Aufschrift:
Klebstoffe nur in gut belüfteten Räumen verwenden!
Bei diesen Klebstoffen muss man den Raum alle 3 Minuten gut lüften.
- Leihgebinde sauber halten und rechtzeitig zurückgeben.
Bei Leihgebinden ist der Behälter gemietet, nur der Inhalt ist gekauft. Wenn man den Inhalt verbraucht hat, gibt man den Behälter zurück und kann ihn neu füllen lassen - Etiketten mit den Klebstoff-Informationen nicht zerstören oder entfernen.
Lager und Arbeitsbereich
- Auftrags-Geräte nicht in der Nähe von häufig benutzten Türen aufstellen.
Auch nicht in der Nähe von Fenstern, mit denen belüftet wird. - Den Klebstoff vor der Verarbeitung möglichst in dem Raum lagern, in dem er verarbeitet wird.
- Der Lagerraum und der Raum, in dem der Klebstoff verarbeitet wird, sollen die gleiche Temperatur haben. Der Unterschied darf höchstens 5 °C sein.
- Starke Temperaturunterschiede können zu Fehl-Klebungen führen, die man nicht gleich bemerkt.
Neue Klebstoffe prüfen / Klebstoff wechseln
Wenn Sie neue Klebstoffe testen oder wenn Sie einen Klebstoff wechseln wollen:
- Mischen Sie zuerst eine kleine Menge von den beiden Klebstoffen, bevor Sie Klebstoff in den Behälter füllen. So merken Sie, ob sich die Klebstoffe vertragen.
- Wenn der neue Klebstoff unverträglich ist: Die gesamte Anlage reinigen!
Beachten Sie diese Sicherheits-Regeln:
Bei Wechsel von ... | nach ... | zusätzlich spülen mit ... |
Alkali | Säure | Essigsäure (Speiseessig) |
Säure | Alkali | 2 – 5 %-ige Sodalösung oder Trinatriumphosphat |
Schmelz-Klebstoff | Schmelz-Klebstoff | Paraffin |
Lösungsmittel | Lösungsmittel brennbar | Toluol |
Lösungsmittel | Lösungsmittel nicht brennbar | Perchloräthylen |
Merke:
Immer nachspülen - außer bei Schmelz-Klebstoffen!
Bei Schmelz-Klebstoffen mit frischem Schmelz-Klebstoff spülen!
Sicherheits-Empfehlungen bei Schmelz-Klebstoffen
Achtung beim Arbeiten mit heißen, flüssigen Schmelz-Klebstoffen!
- Schmelz-Klebstoffe nicht überhitzen!
- Es können schädliche Dämpfe entstehen. Dämpfe nicht einatmen!
- Bei Verbrennungen:
– Die betroffene Stelle sofort in kaltes, sauberes Wasser tauchen.
– Nicht versuchen, den Klebstoff von der Haut zu entfernen!
– Die betroffene Stelle mit sauberen, nassen Kompressen abdecken
und sofort zum Arzt gehen!
- Schutzhandschuhe tragen beim Transport !
Probleme bei der Verarbeitung von Klebstoffen
Die Tabelle vermittelt stichwortartig einen Überblick über häufig auftretende Probleme in der Produktion und gibt Anhaltspunkte für mögliche Ursachen und die Beseitigung.
Schmelzklebstoffe

Wasserhaltige Klebstoffe

- Zum Verfassen von Kommentaren bitte anmelden.
Probleme bei der Verarbeitung von Klebstoffen
Die Tabelle zeigt häufige Probleme in der Produktion, mögliche Ursachen und Lösungen.
-> Tabellen als Grafik einfügen!
Schmelz-Klebstoffe
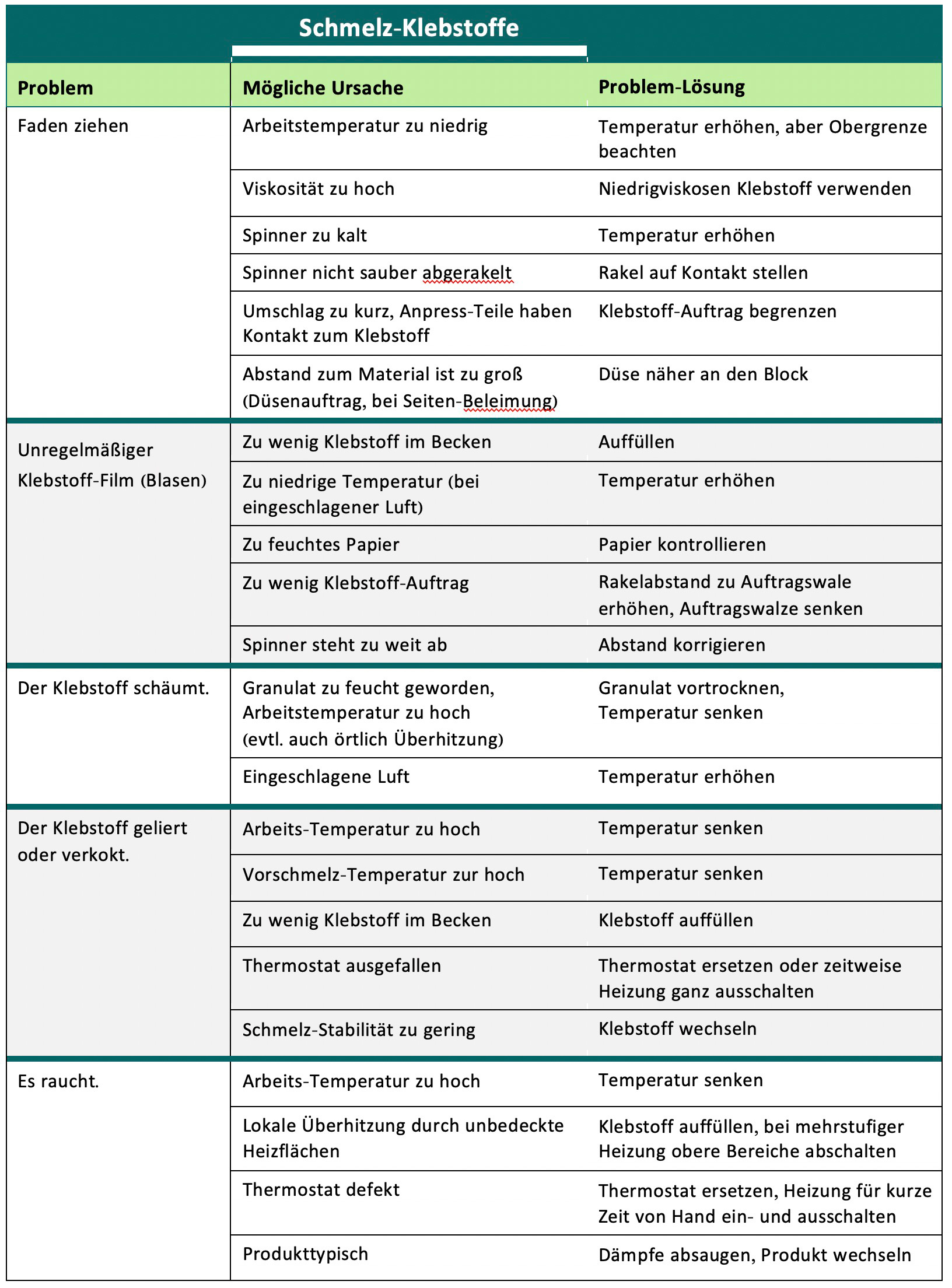
| Schmelz-Klebstoffe |
|
Problem | Mögliche Ursache | Problem-Lösung |
Faden ziehen | Arbeitstemperatur zu niedrig | Temperatur erhöhen, aber Obergrenze beachten |
Viskosität zu hoch | Niedrigviskosen Klebstoff verwenden | |
Spinner zu kalt | Temperatur erhöhen | |
Spinner nicht sauber abgerakelt | Rakel auf Kontakt stellen | |
Umschlag zu kurz, Anpress-Teile haben Kontakt zum Klebstoff | Klebstoff-Auftrag begrenzen | |
Abstand zum Material ist zu groß (Düsenauftrag, bei Seiten-Beleimung) | Düse näher an den Block | |
Unregelmäßiger Klebstoff-Film (Blasen) | Zu wenig Klebstoff im Becken | Auffüllen |
Zu niedrige Temperatur (bei eingeschlagener Luft) | Temperatur erhöhen | |
Zu feuchtes Papier | Papier kontrollieren | |
Zu wenig Klebstoff-Auftrag | Rakelabstand zu Auftragswale erhöhen, Auftragswalze senken | |
Spinner steht zu weit ab | Abstand korrigieren | |
Der Klebstoff schäumt. | Granulat zu feucht geworden, Arbeitstemperatur zu hoch | Granulat vortrocknen, |
Eingeschlagene Luft | Temperatur erhöhen | |
Der Klebstoff geliert oder verkokt. | Arbeits-Temperatur zu hoch | Temperatur senken |
Vorschmelz-Temperatur zur hoch | Temperatur senken | |
Zu wenig Klebstoff im Becken | Klebstoff auffüllen | |
Thermostat ausgefallen | Thermostat ersetzen oder zeitweise Heizung ganz ausschalten | |
Schmelz-Stabilität zu gering | Klebstoff wechseln | |
Es raucht. | Arbeits-Temperatur zu hoch | Temperatur senken |
Lokale Überhitzung durch unbedeckte Heizflächen | Klebstoff auffüllen, bei mehrstufiger Heizung obere Bereiche abschalten | |
Thermostat defekt | Thermostat ersetzen, Heizung für kurze Zeit von Hand ein- und ausschalten | |
Produkttypisch | Dämpfe absaugen, Produkt wechseln |
Wasserhaltige Klebstoffe
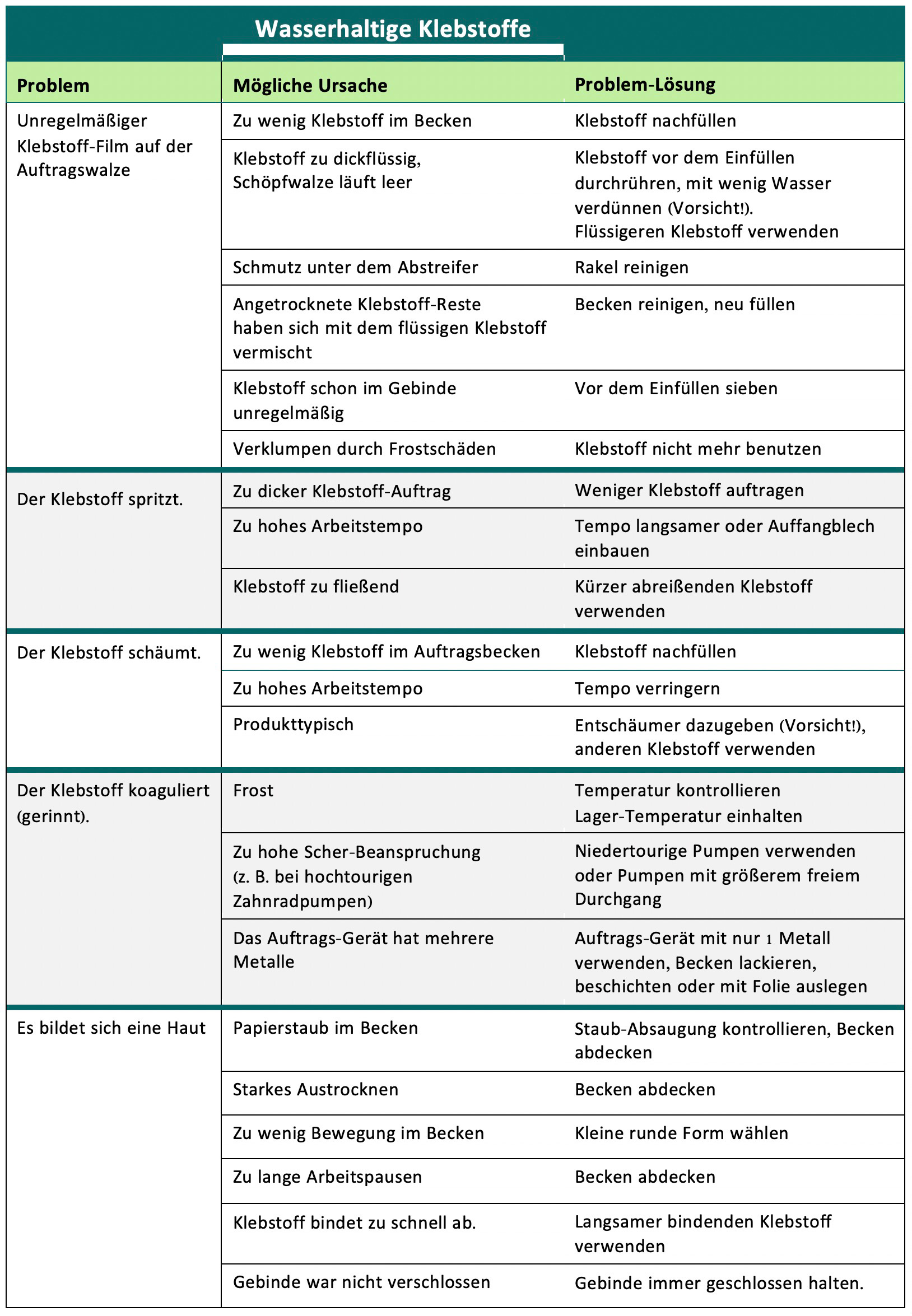
| Wasserhaltige Klebstoffe |
|
Problem | Mögliche Ursache | Problem-Lösung |
Unregelmäßiger Klebstoff-Film auf der Auftragswalze | Zu wenig Klebstoff im Becken | Klebstoff nachfüllen |
Klebstoff zu dickflüssig, | Klebstoff vor dem Einfüllen durchrühren, mit wenig Wasser verdünnen (Vorsicht!). | |
Schmutz unter dem Abstreifer | Rakel reinigen | |
Angetrocknete Klebstoff-Reste | Becken reinigen, neu füllen | |
Klebstoff schon im Gebinde unregelmäßig | Vor dem Einfüllen sieben | |
Verklumpen durch Frostschäden | Klebstoff nicht mehr benutzen | |
Der Klebstoff spritzt. | Zu dicker Klebstoff-Auftrag | Weniger Klebstoff auftragen |
Zu hohes Arbeitstempo | Tempo langsamer oder Auffangblech einbauen | |
Klebstoff zu fließend | Kürzer abreißenden Klebstoff verwenden | |
Der Klebstoff schäumt. | Zu wenig Klebstoff im Auftragsbecken | Klebstoff nachfüllen |
Zu hohes Arbeitstempo | Tempo verringern | |
Produkttypisch | Entschäumer dazugeben (Vorsicht!), anderen Klebstoff verwenden | |
Der Klebstoff koaguliert (gerinnt). | Frost | Temperatur kontrollieren |
Zu hohe Scher-Beanspruchung | Niedertourige Pumpen verwenden oder Pumpen mit größerem freien Durchgang | |
Das Auftrags-Gerät hat mehrere Metalle | Auftrags-Gerät mit nur 1 Metall verwenden, Becken lackieren, beschichten oder mit Folie auslegen | |
Es bildet sich eine Haut | Papierstaub im Becken | Staub-Absaugung kontrollieren, Becken abdecken |
Starkes Austrocknen | Becken abdecken | |
Zu wenig Bewegung im Becken | Kleine runde Form wählen | |
Zu lange Arbeitspausen | Becken abdecken | |
Klebstoff bindet zu schnell ab. | Langsamer bindenden Klebstoff verwenden | |
Gebinde war nicht verschlossen | Gebinde immer geschlossen halten. |
Übersicht Klebstoffbasis/Anwendung
Die Tabelle vermittelt einen Überblick über geringe und häufige Verwendung von Klebstoffen.

- Zum Verfassen von Kommentaren bitte anmelden.
Übersicht: Verwendung von Klebstoffen
03.04 Gewebe
Bis weit in das 18. Jahrhundert hinein wurde überwiegend Leder als Überzugsmaterial für Bücher verwendet. Erst im vorigen Jahrhundert, als die Stückzahlen größer und die Auflagen fabrikmäßig hergestellt wurden, begann man, das relativ teure Leder durch Leinenstoffe abzulösen. Heute ist Gewebe durch seine Haltbarkeit, Strukturvielfalt und Verzierungsmöglichkeiten zu einem beliebten und viel verwendeten Überzugsmaterial
geworden.
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 237.91 KB |
03.05 Sonstige Werk- und Hilfsstoffe
Das folgende Kapitel beinhaltet verschiede Werk- und Hilfsstoffe, wie zum Beispiel Heftzwirne, Bänder, Leder und Pergament, aus dem Bereich der Druckweiterverarbeitung.
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 273.36 KB |